
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Автоматическая линия 6Б60 изготовления керамических блоков.
Автоматическая линия 6Б60 изготовления керамических блоков (рис. 28) предназначена для послойного нанесения на модельные блоки огнеупорного покрытия на основе этилсиликата, воздушно-аммиачной сушки покрытия и выплавки модельного состава из форм. Линии используют при крупносерийном и массовом производстве отливок.
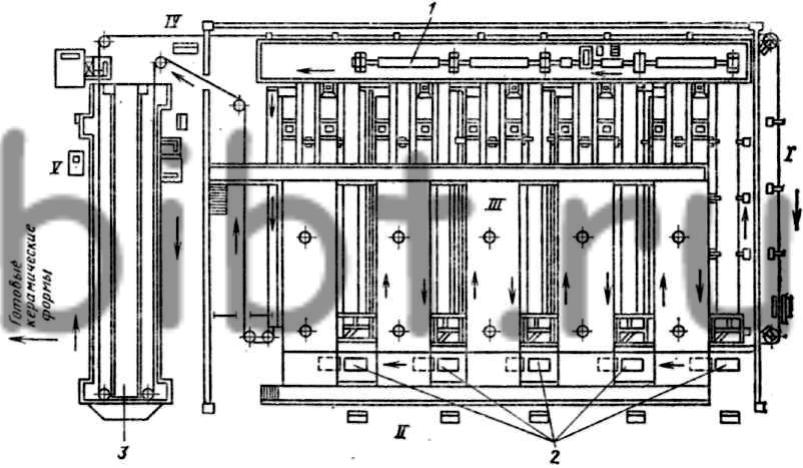
Рис. 28. Планировка линии 6Б60:
1 - установки GA82 воздушно-аммиачной сушки блоков; 2 - автоматы 6А67 нанесения огнеупорного покрытия; 3 - установка 672 для выплавки модельного состава; участки линии: I - установки модельных блоков; II и III - соответственно обмазки и сушки блоков; IV - мойки и обмазки стояков; V - выплавки модельного состава и съема готовых форм
Линия поставляется в разобранном виде, крупными блоками. Составные части конвейера линии приведены в табл. 27.
27. Составные части конвейера линии 6Б60
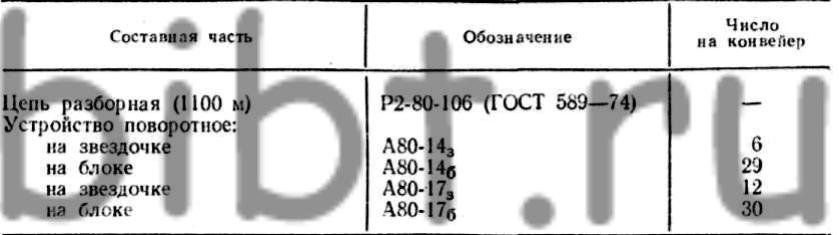
Примечание. Другие узлы конвейера поставляют по опросному листу.
Техническая характеристика линии 6Б60
Наибольшая длина блоков, мм 500
Диаметр подвесок, мм, при шаге, мм:
640 400
480 250
320 200
Производительность цикловая, блоков/ч 200
Масса модельного блока с керамической формой, кг 6,5
Число наносимых слоев 5
Скорость конвейера, м/мин 2,13; 1,42; 1,069
Время сушки, мин:
на воздухе 42; 63; 84
в среде аммиака 11; 16,5; 22
Время вывода блока из аммиачной камеры и удаления остатков аммиака, мин 13; 19; 26
Общее время нанесения и сушки одного слоя, мин 67; 100; 133
Температура в ванне выплавки, °С:
воды 60-80
модельного состава 120
Пар:
давление, МПа (кгс/см2) 0,6 (6)
температура, °С 120
расход, кг/ч 1000
Расход, м3/ч:
сжатого воздуха 350
горячей воды 4
холодной воды 40
аммиака До 10
Число электродвигателей:
на линии 32
на насосно-нагревательной станции 6
Установленная мощность, кВт:
электродвигателей 51
электронагревателей 12
Габаритные размеры линии, мм 34350X19000X5000
Масса поставляемого комплекта, кг 150000
Огнеупорное покрытие наносится при последовательном погружении вращающегося модельного блока в огнеупорную суспензию и «кипящий слой» кварцевого песка. Партию блоков навешивают и снимают вручную. Линия позволяет также наносить огнеупорные покрытия из четырех слоев, из которых три являются покрытиями на основе этилсиликата и один на основе жидкого стекла.
Линия состоит из пяти технологических участков, связанных между собой единым цепным пространственно-замкнутым конвейером. Технологический цикл изготовления керамических блоков в основном аналогичен циклу линии 668.
Установка для выплавки модельного состава выполнена двухсекционной. В зависимости от состава жидкой среды технологический процесс протекает в ней по одной из технологических схем:
I - комбинированной; в правой секции находится расплав модельного состава, в левой секции - горячая вода;
II - обе секции заполнены расплавом модельного состава;
III-в обеих секциях горячая вода.
Дистанционное управление линией осуществляется с центрального пульта и с пультов управления, расположенных непосредственно на технологических участках.