
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Осадка в объемной штамповке. Осадка плоскими бойками, с истечением в одну или две полости, с истечением в полости с кольцевым заусенцем. Размеры заготовки для осадки.
Осадка в объемной штамповке разделяется на три основных вида (рис. 11): плоскими бойками, с истечением в одну или две полости, с истечением в полости с кольцевым заусенцем.
Осадкой плоскими бойками выполняют операции плоскостной чеканки и калибровки толщины (рис. 11, а), осадкой с истечением в одну или две полости формуют односторонние и двусторонние бобышки с одновременной осадкой фланца (рис. 11, б).
Осадкой с истечением в полости с кольцевым заусенцем выполняют формовку односторонних и двусторонних бобышек с одновременной формовкой заданного контура изделия (рис. 11, в). Допустимые степени деформации (%) при осадке плоскими бойками будут е= (Hн-hк)•100/Hн; е= (Hн-hф)•100/Hн, где Hн - начальная высота заготовки; Hк - конечная высота заготовки; Hф - высота фланца.
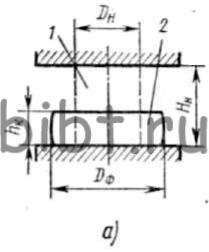
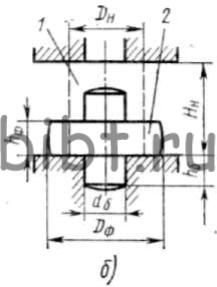
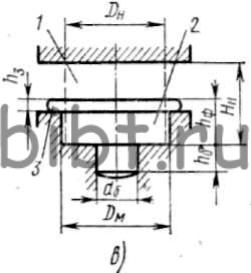
Рис. 11. Схемы осадки:
а - плоскостная, б - с истечением в одну или две стороны, в - с истечением в полость с кольцевым заусенцем (облоем); 1 - заготовка, 2 - фланец изделия, 3 - заусенец (облой)
Если помимо осадки часть объема деформируется истечением в ручьи (рис. 11, б), то искомая степень деформации (%) подсчитывается по формуле еи=[Hн - (hу - hуe1)]•100/Hн, где еи -допускаемая степень деформации при осадке плоскими бойками; Hн - начальная высота заготовки; hу - условная высота заготовки диаметром Dн, свободно осаживаемая, hу= 1,27(Vзаг-Vи)/D2н, где Vзаг - объем исходной заготовки; Vи - часть объема заготовки, деформируемая истечением в ручей.
Опытным путем установлено, что при равномерном распределении напряжений по сечению заготовки допустимые степени деформации возрастают с увеличением начальных отношений диаметра заготовки к высоте.
Процессы холодной объемной штамповки стальных изделий сопровождаются тяжелыми условиями трения: давления достигают 2000-2500 МПа (200-250 кгс/мм2), выделение теплоты (температурный эффект) поднимается до 250-300°С, степень деформации превышает 70-80%.
В многооперационной штамповке наибольшие деформации приходятся на первую операцию и уменьшаются на последующих операциях. После каждой операции заготовку подвергают отжигу для снятия наклепа. При расчетах технологических переходов для осадки с истечением (рис. 11, б) стремятся установить высоту бобышки Hб и диаметр фланца Dф по заданной осадке, а также установить размеры исходной заготовки Dн/Hн. Для этой цели на производстве пользуются таблицами и диаграммами.
Чтобы определить размеры заготовки для осадки с кольцевым заусенцем (облоем), выполняют следующий расчет (рис. 10, в). По заданным размерам чертежа рассчитывают объем заготовки из соотношения Vз=(1,2-:-1,2)V, где Vз - объем заготовки; V - объем изделия; (1,1 -:- 1,2)-коэффициенты для образования заусенца (облоя).
Принимая Dн=(0,8-:-0,9)Dи, определяют начальную высоту Hн и общую степень осадки е=(Нн-hф)/Hн. Из отношения Dн/dб с помощью диаграммы определяют степень осадки e1, при которой диаметр фланца будет равным отверстию матрицы Dм. Из разности е2=е-e1 подсчитывают степень осадки для второго этапа деформации.