
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Калибровка. Усилие калибровки (с подчеканкой). Чеканка. Усилие, необходимое для чеканочных операций.
Калибровка. При большой толщине заготовок (более 5 мм) вырезка в штампах не обеспечивает заданной точности размеров контура и шероховатости поверхности. Для получения точных контуров с нужной шероховатостью поверхности применяется калибровка путем обжима. Для этой цели заготовки, полученные после вырезки или предварительной формовки, проталкивают через матрицу с помощью пуансона (рис. 12, а, б).
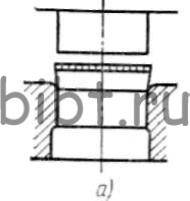
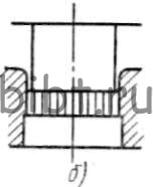
Рис. 12. Схема калибровки:
а - укладка заготовки, б - обжатие ее
Заходная часть матрицы изготавливается по радиусу. Во время калибровки припуск по контуру частично выдавливается в контурный зазор между матрицей и пуансоном, образуя вертикальный заусенец. Часть припуска идет на увеличение толщины с неравномерным распределением металла. Поэтому при составлении технологического процесса калибровки дополнительно вводят операции шлифования заусенцев и плоскостей изделия. Величина суммарного припуска под калибровку рассчитывается от величины зазора вырезного штампа с дополнительным припуском для получения равномерной шероховатости по контуру.
Для калибровки сложных контуров припуск распределяют неравномерно. В острых наружных и внутренних углах величина припуска принимается наименьшей.
В целях улучшения качества калибровки заготовки подвергают фосфатированию с последующей пропиткой мыльной эмульсией и сушкой. Заготовки в калибровочный штамп устанавливают шероховатой частью контура книзу, а при вторичной калибровке- в обратном направлении (рис. 12, а, б). Установлено, что заготовки толщиной 8-10 мм после двух калибровок могут иметь требуемый класс шероховатости. Усилие калибровки (с подчеканкой) подсчитывают в зависимости от площади контура заготовки (в тоннах) P = qF/1000, где q - давление для стали 500- 600 МПа (50-60 кгс/мм2).
Чеканку применяют в большинстве для плоских изделий (монет, медалей, столовых приборов и др.). При чеканке изменяются толщина материала, форма, заполняются все углубления на поверхности штампа. Операции чеканки относятся к прессовочным операциям (осадке, выдавливанию) и характеризуются общностью перераспределения и перемещения объема металла в процессе штамповки.
Размеры заготовки для чеканки подсчитывают методом равенства объемов заготовки и готового изделия с учетом припуска на обрезку.
В массовом производстве операции чеканки проектируют в основном на чеканочные прессы, на которых можно достичь больших усилий при малом ходе ползуна. Точность размеров по толщине изделия при обычной чеканке ±0,1 мм, а при повышенной - 0,05 мм. Усилие, необходимое для чеканочных операций, подсчитывают по эмпирической формуле P = qF, где q - давление, зависящее от марки мaтepиaлa, МПа.
Например, для чеканки столовых приборов из нержавеющей стали давление достигает до 2500-3000 МПа (250-300 кгс/мм2).