
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Наладочные работы на прессах с индивидуальным приводом. Реверсивный золотник с электрогидравлическим управлением. Предохранительный клапан пресса.
Наладочные работы на прессах с индивидуальным приводом проводятся в той же последовательности, что и на прессах с насосно-аккумуляторным приводом.
Предварительно наладчик по документации знакомится с работой пресса и органов управления. Прессы с индивидуальным приводом имеют, как правило, кнопочное управление. Для приведения в действие того или иного механизма (например, выталкивателя или подвижного стола) следует нажать на одну из кнопок. При этом срабатывает электромагнит, управляющий движением золотника, в результате чего поток масла устремляется к цилиндру нужного механизма.
Пресс может работать и в полуавтоматическом режиме, когда механизмы последовательно совершают все движения, необходимые для выполнения рабочего цикла. Пресс переводят особым переключателем на полуавтоматический режим, затем нажимают кнопку, управляющую рабочим ходом.
Таких переключателей может быть несколько. С помощью их осуществляют различное комбинирование работы механизмов на полуавтоматическом режиме.
При наладке пресса проверяют, надежно ли срабатывает электрическая цепь при том или ином включении. Одновременно контролируют легкость передвижения золотников и правильность перекрытия каналов в золотниковом цилиндре.
В зависимости от устройства золотник настраивают следующим образом: при гидравлическом управлении - стопорами и регуляторами хода (см. рис. 103), при электрогидравлическом управлении (рис. 181)-натяжением пружин 14 главного золотника 12, а также пружин 2 золотника управления. Такую регулировку сначала производят при отсутствии давления жидкости в гидросистеме.
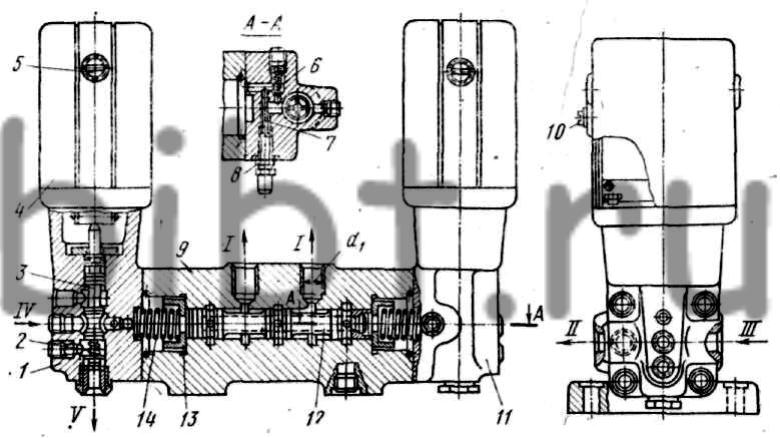
Рис. 181. Реверсивный золотник с электрогидравлическим управлением:
1, 11- крышки корпуса золотника управления, 2 - пружина золотника управления, 3 - золотник управления, 4 - электромагнит, 5 - отверстие для присоединения трубы, .6 - шариковый клапан, 7 - дроссель, 8 - контргайка для фиксации дросселя, 9 - корпус, 10 - место присоединения приводов, 12 - главный золотник, 13 - втулка, 14 - пружина; подводы: I - к прессу, II - выход масла, III - вход масла, IV - от линии управления, V - на слив
При заполнении системы жидкостью высокого давления из золотников выпускают воздух, открыв воздухоспускные пробки. Далее осматривают золотник и в случае обнаружения течи ее устраняют после снятия давления. Независимое регулирование скорости перемещения золотника 3 в обоих направлениях достигается дросселями 7 и обратными шариковыми клапанами 6, встроенными в крышки 1 и 11. После того как скорость отрегулирована, дроссель фиксируют в нужном положении контргайкой 8,
Перед пуском пресса смазывают все трущиеся поверхности, наполняют насосные баки маслом (посредством азота, но не воздуха) и отлаживают насосы на холостом ходу, о чем говорилось в начале настоящего параграфа.
Далее, обратными ходами пресса заполняют маслом наполнительный бак. Для этого пресс включают на обычный режим- режим простого действия. Открывают вентиль в линии между наполнительным баком и прессом. Нажимают на кнопку «Рабочий ход», а после перемещения поперечины на величину хода нажимают на кнопку «Стоп». Затем открывают задвижку в линии между цилиндрами и наполнительным баком. При обратном ходе масло поступает в наполнительный бак. Указанный цикл повторяется до полного заполнения бака. Затем наполнительный бак заряжают сжатым азотом. Порядок зарядки такой же, что и в случае применения водной эмульсии. В процессе наполнения бака контролируют и поддерживают постоянным уровень масла в насосных баках, своевременно пополняя их.
Затем совершают 20-30 пробных ходов всеми механизмами установки, с тем чтобы удалить воздух из системы. Воздух выпускают через каждые 5-6 ходов, открывая воздухоспускные пробки в цилиндрах (при отсутствии воздуха плунжеры перемещаются плавно, без рывков). После этого доливают масло в насосные баки до верхнего уровня.
Предельные давления рабочей жидкости ограничивают установкой контактов электроконтактных манометров. Кроме того, предельные давления во вспомогательных механизмах (например, в цилиндре выталкивателя) регулируются предохранительными клапанами, расположенными на пульте управления. Для этого, вращая маховичок 1, фиксируют шток 2 гайкой 3 (рис. 182).
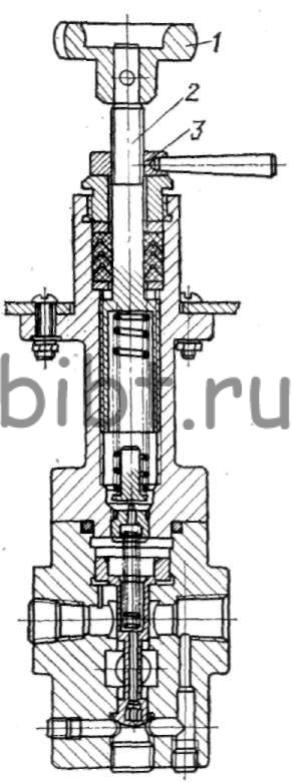
Рис. 182. Предохранительный клапан пресса
При проведении пробных ходов подвижной поперечины конечные переключатели устанавливают для ограничения хода поперечины и переключения на работу в полуавтоматическом режиме.
Конечные переключатели перемещаются в специальных пазах и фиксируются в нужном положении винтами.
При наладке пресса на плиты стола укладывают слой досок. Поперечину медленно опускают и поднимают, а затем включают рабочее давление, нажимая сначала с половинным, а затем с полным усилием.
Как было сказано ранее, в процессе наладки проверяют также точность изготовления и монтажа пресса. Так, контроль поверхности стола на плоскостность осуществляют лекальной линейкой 1 и щупом 2 в направлении главных осей пресса и по диагонали (рис. 183), причем обычно принимается, что щуп 0,1 мм должен только «закусывать» (входить, но не проходить). Уровнем (с ценой деления не крупнее 0,1 мм/м), прикладываемым к лекальной линейке, расположенной по осям пресса, проверяют поверхность стола на горизонтальность. Аналогично проверяют рабочую поверхность подвижной поперечины на плоскостность.
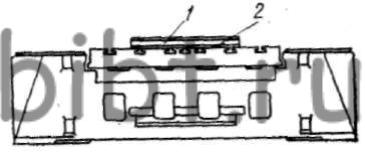
Рис. 183. Контроль поверхности стола на плоскостность
Колонны на вертикальность проверяют уровнем (с той же ценой деления, что и в предыдущем случае) в двух взаимно перпендикулярных направлениях АВ и СД по главным осям (рис. 184). При этом отклонения в направлении стрелки считаются положительными, а в противоположном - отрицательными.
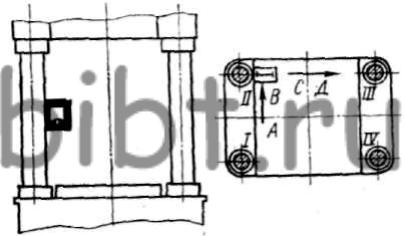
Рис. 184. Контроль колонн на вертикальность и параллельность
По той же схеме, что и для контроля вертикальности колонн, проверяют отклонения в параллельности колонн попарно друг другу. Уровень прикладывают в любой точке по высоте колонны (стол выверен в горизонтальном положении). Положительными будут отклонения, если колонны кверху сходятся, и отрицательными, - если расходятся.
Рабочие поверхности стола и подвижности поперечины проверяются на параллельность по схеме, показанной на рис. 185. На плоскость стола укладывают линейку, а индикатор устанавливают так, чтобы измерительный штифт касался рабочей поверхности поперечины. Отсчеты берут в двух взаимно перпендикулярных плоскостях, проходящих через центр подвижной поперечины.
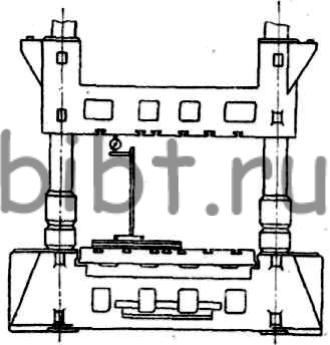
Рис. 185. Контроль стола и подвижной поперечины на параллельность
С помощью тех же инструментов, т. е. щупов, линеек и пр., проверяют плотность прилегания гаек колонн, плунжеры главных и обратных цилиндров на вертикальность, зазоры между направляющей втулкой подвижной поперечины и колонной и т. д.
Контрольные вопросы
1. На какие этапы делится наладка гидропрессов?
2. В чем заключаются гидравлические испытания труб?
3. Как заряжают баллоны н. а. с. водой и воздухом высокого давления?
4. Как удалить воздух из гидросистемы?
5. Как заполняют маслом насосный бак?
6. В чем заключается предварительное регулирование органов управления прессом?
7. Как проверяют точность изготовления и монтажа пресса?