
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава XIII НАЛАДКА ШТАМПОВ ХОЛОДНОЙ ШТАМПОВКИ
§ 1. Наладка штампов на прессах усилием до 980,7 кН (100 тс). Конструкция связи штампа с выталкивателем. Крепление штампов.
В конструкциях штампов, предназначенных для установки на прессы указанного усилия, предусмотрены хвостовики (в верхней части), благодаря которым соединяется верхняя часть штампа с ползуном пресса.
Для быстрой и точной установки, а также для устойчивости штампы имеют направляющие колонки. Во время подъема ползуна пресса колонки не должны выходить из направляющих втулок верхней плиты. Крепление штампов на прессе -одна из ответственных операций наладчика. Основные требования, предъявляемые к креплению штампов, - надежность, простота и удобство. Надежность крепления заключается в неизменном положении штампа во время работы.
При опущенном ползуне пресса до «закрытой высоты» прикрепляют верхнюю часть штампа к нижней плоскости ползуна. После этого медленным движением ползуна вверх и вниз проверяют центрирование штампа, а также ликвидируют выявленные перекосы.
В последнюю очередь прикрепляют нижнюю часть штампа к подштамповой плите. Это осуществляется двумя способами: болтами за проушины в нижней плите; с помощью специальных прижимов и планок.
Когда применяют прижим, один конец его кладут на уступ нижней плиты штампа, а другой устанавливают на подкладку. На рис. 186 показано правильное и неправильное крепление штампа. При правильном креплении прижим 1 (рис. 186, а) лежит параллельно столу и опирается на плиту 3 штампа и подкладку 2. Неправильность крепления заключается в том, что вместо мерной подкладки применен набор случайных планок с гайкой 2 (рис. 186, б). Такое крепление может расшататься и привести к поломке штампа и пресса. Для надежного крепления необходимо, чтобы толщина прокладок была равна толщине уступа плиты штампа.
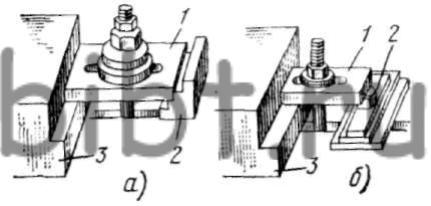
Рис. 186. Крепление штампов:
а - правильно, б - неправильно
Когда верхняя и нижняя части штампа закреплены, то в зависимости от конструкции и назначения штампов ползун пресса регулируют по высоте винтом. Для увеличения расстояния от нижней плоскости ползуна до стола винт шатуна вращают влево, а для уменьшения этого расстояния - вправо. По окончании установки по высоте винт стопорят болтом или сухарями 5 (см. рис. 19).
Если налаживается вырезной штамп, в котором изделие после вырезки остается в верхней части штампа, то необходимо отрегулировать механический выталкиватель, расположенный в ползуне. Такие выталкиватели имеются на одностоечных прессах усилием до 980,7 кН (100 тс).
Конструкция связи штампа с выталкивателем показана на рис. 187. В хвостовике верхней части штампа имеется отверстие, в которое вставляется стержень У, упирающийся одним концом в планку-толкатель 2, а другим - в заготовку.
Во время вырезки изделие заходит в отверстие матрицы, при этом поднимает на некоторую, высоту стержень и планку-толкатель (рис. 187, а). В верхнем положении ползуна (рис. 187, б) планка-толкатель двумя концами наскакивает на регулируемые упоры 3, тем самым опускает стержень и выталкивает изделие из матрицы.
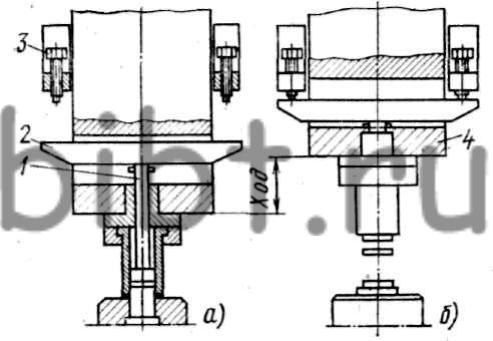
Рис. 187. Связь штампа с выталкивателем в нижнем (а) и верхнем (б) положениях ползуна
Наладчик должен отрегулировать упоры 3 так, чтобы после выталкивания планка-толкатель 2 не упиралась в ползун 4, а находилась бы на стержне 1. В противном случае при столкновении ползуна с планкой-толкателем может произойти поломка, так как упоры 3 связаны со станиной пресса. Упоры регулируют в верхнем положении ползуна с учетом того, что изделие при этом должно быть вытолкнуто.
Для того чтобы на кривошипном одностоечном прессе отрегулировать ход ползуна, отвертывают гайку 9 (см. рис. 19) с левой резьбой и оттягивают зубчатую муфту 10 так, чтобы ее зубья вышли из зацепления с зубьями эксцентриковой цапфы (втулки) 11. Затем, поворачивая эксцентриковую цапфу, устанавливают требуемую величину хода ползуна;
Для облегчения установки на многих прессах на цапфе нанесены деления, указывающие соответствующую длину хода. После этого муфту 10 вновь сцепляют с цапфой, завертывают гайку 9 и проверяют величину хода ползуна, включая пресс.