
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Высадка свободная (открытая) сплошного стержня. Высадка открытая (свободная) полого стержня. Высадка закрытая сплошного стержня. Высадка закрытая полого стержня.
Высадка может быть свободная сплошного стержня, свободная полого стержня, закрытая сплошного стержня, закрытая полого стержня.
Высадка свободная (открытая) сплошного стержня (рис. 13, а) аналогична свободной осадке. Применяется для местных утолщений и предварительной заготовки.
Высадка открытая (свободная) полого стержня (рис. 13, б) сопровождается радиальным истечением. При увеличении H неравномерность скоростей истечения по высоте и прогиб внутренней поверхности возрастают. Можно применять для образования внешних и внутренних утолщений заготовки или изделия.
Высадка закрытая сплошного стержня (рис. 13, в). При отношении H/D≤2- открытая высадка. При отношениях H/D>2 и D1/D≤ 1,25- пластический изгиб до соприкосновения выпуклой части заготовки со стенками матрицы или пуансона. Оформление боковой поверхности по всей длине высаживаемой части сопровождается образованием заусенца (облоя) по разъему штампа. Применяется для образования местных утолщений и фланцев.
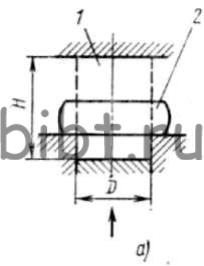
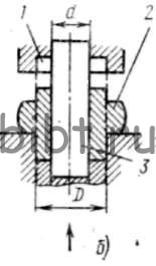
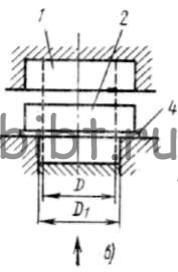
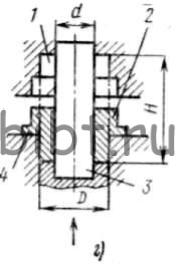
Рис. 13. Схемы высадки: а - свободная сплошного стержня, б - открытая полого стержня, в - закрытая сплошного стержня, г - закрытая полого стержня с заусенцем; 1 - заготовка, 2 - изделие, 3 - оправка, 4 - облой
Высадка закрытая полого стержня (рис. 13, г, под каждой частью рисунка стрелкой указано усилие нижнего выталкивателя). На первой стадии после соприкосновения металла с боковыми стенками матрицы происходит сначала искривление внутренней поверхности, а потом сокращение искривления вплоть до соприкосновения с оправкой d по всей высоте высаживаемой части. По месту разъема частей штампа образуется заусенец (облой). Применяется для образования местных утолщений, фланцев малой толщины. Предпочтительно сочетать указанную высадку с прямым выдавливанием, что обеспечивает необходимое качество штамповки.
В зависимости от материала и технологического процесса заготовки могут быть квадратными, шестигранными и круглыми. Для высадки и осадки обычно применяют заготовки круглого сечения. Чтобы облегчить загрузку заготовок в матрицу, предусматривают зазор между боковыми стенками матрицы и заготовкой. Величина зазора определяется допусками по диаметру, характером формоизменения по переходам.
При высадке сплошных стержней малой высоты (0,5 диаметра и менее) зазоры увеличивают до 0,4-0,5 мм. Для высадки изделий на прессах торцы заготовок не должны иметь кривизну. Поэтому для массового производства заготовки режут в штампах с механическим зажимом.
В массовом производстве заготовки (для последующей штамповки на прессах) диаметром 20-25 мм целесообразно получать на холодновысадочных автоматах, на которых можно калибровать заготовки по диаметру и высоте с образованием фасок. Кроме указанных операций заготовки могут быть получены с фланцем, хвостовиком, что упрощает технологию штамповки на прессах и сокращает длительность последующей обработки.
В массовом производстве высадка главным образом применяется при изготовлении изделий из пруткового и проволочного материала. На холодно-высадочных автоматах высаживаются головки болтов, винтов, заклепок, а также тарелки клапанов, шарики, пустотелые изделия.
При холодной высадке с увеличением высаживаемого объема увеличивается степень деформации и упрочнения металла, поэтому возрастают давления. Чтобы снизить давления и повысить стойкость штампов, добавляют число переходов для оптимального распределения смещаемого объема при высадке.
Особенность высадки на однопозиционных автоматах заключается в том, что процесс формообразования, изделия или полуфабриката осуществляется в одной матрице за один, два или три хода ползуна с последовательными ударами пуансона.
На рис. 14, а - г представлена схема высадки винта на двухударном холодновысадочном автомате.
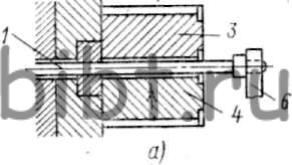
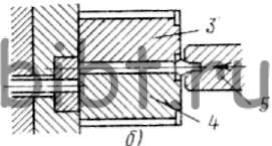
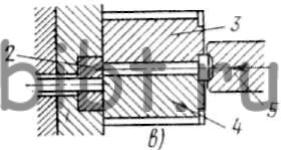
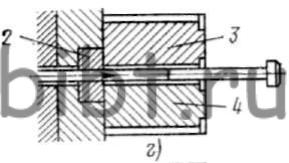
Рис. 14. Схема высадки винта на двухударном холодновысадочном автомате (с разъемной матрицей):
а - установка прутка до упора, 6 - предварительная высадка головки винта, в - окончательная высадка головки винта, г - выталкивание винта из матрицы; 1 - пруток, 2 - отрезная матрица, 3, 4 - разъемные матрицы, 5 - пуансоны, 6 - упор
На однопозиционных двухударных автоматах при высадке головок винтов производится предварительное формообразование шлицев и внутренних шестигранников. Окончательная высадка шлицев и внутреннего шестигранника осуществляется на автомате для повторной высадки (обрезных автоматов). На многопозиционных автоматах изготовление винтов и болтов производится полностью, кроме резьбы.
Точность и качество изделий, получаемых холодной объемной штамповкой, зависят от следующих факторов: выбора материала изделия, технологии изготовления, выбора и точности оборудования, точности и прочности изготовления штампа.
Основным химическим элементом, определяющим поведение стали при холодной объемной штамповке, является углерод. Увеличение содержания углерода на 0,1% повышает предел прочности стали на 60-80 МПа (6-8 кгс/мм2). Например, степень деформации определяет давление течения и степень упрочнения деформируемого металла. Давление является основной величиной, которая используется при расчетах процессов штамповки.
Для холодной объемной штамповки выплавляют специальные стали с пониженным содержанием кремния, серы, фосфора, никеля. Содержание в стали марганца должно быть ограничено. В высокоуглеродистой стали количество марганца не должно превышать 0,6-1,3%.
В технологии изготовления предусматривают межоперационный отжиг заготовки, покрытия для уменьшения трения, смазку в процессе штамповки, расчет переходов штамповки. Пресс должен поглощать удары подвижных частей в момент проникновения пуансона в заготовку. Упругая деформация пресса (или автомата) должна быть наименьшей, так как при больших упругих деформациях и высоких напряжениях в результате изгиба нарушается концентричность заготовки и от этого разрушается штамп.
Штампы для холодной объемной штамповки работают в тяжелых условиях, формы матрицы и пуансона должны обеспечить наилучшее течение металла при наименьших потерях на трение. Сопрягаемые участки штампа должны выполняться плавными линиями во избежание появления трещин при термической обработке.
Контроль изделий после холодной объемной штамповки производится по чертежам и этaлoнy-издeлию. В массовом производстве изделия контролируют выборочно (на 100 изделий проверяется одно) с использованием контрольного инструмента и приспособлений.