
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 8. Установки для электромагнитной формовки. Схема деформирования трубной и плоской заготовки электромагнитной формовкой.
Когда по проводнику течет электрический ток, вокруг него возникает магнитное поле, напряженность которого пропорциональна величине тока. Если пропускать ток через катушку, то поле будет концентрироваться внутри нее (рис. 45). Если внутрь катушки поместить полый цилиндр, то магнитное поле катушки наведет в нем ток, который создаст собственное магнитное поле. Взаимодействие первичного и вторичного полей приводит к появлению значительных усилий. Под действием этих усилий предмет, введенный в катушки (заготовка), будет деформироваться. На этом и основана электромагнитная формовка.
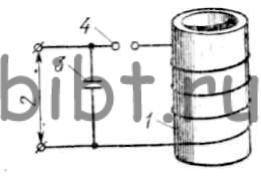
Рис. 45. Схема установки для электромагнитной формовки
При величине тока до 30 А магнитное поле может создавать давление в сотни тысяч кПа (несколько тысяч кгс/см2). Однако это давление существует очень недолго. Дело в том, что напряженность поля достаточно велика до тех пор, пока она сконцентрирована вблизи поверхности деформируемой заготовки. По мере того как поле проникает внутрь заготовки, оно рассеивается и ослабевает. Поэтому действие поля носит импульсный характер.
Установки электромагнитной формовки (см. рис. 45) кроме катушки 1 и источника тока 2 включают конденсаторную батарею 3 и устройство 4 для ее разрядки. Разрядка конденсаторов дает необходимый импульс продолжительностью в 10-20 мкс.
Первоначально этот процесс использовался для обработки трубных заготовок. Если нужно уменьшить диаметр трубы, ее помещают внутрь катушки (рис. 46, а). Для раздачи трубы поступают наоборот - заготовку надевают на катушку. Давление на заготовку тем больше, чем меньше зазор между катушкой и трубой. Этим способом обрабатывают трубы диаметром до 300 мм с толщиной стенки 3 мм.
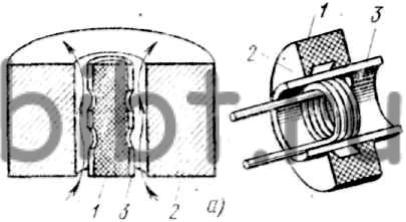
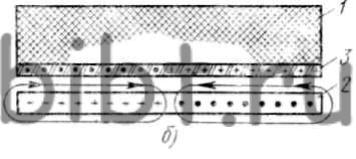
Рис. 46. Схема деформирования трубной (а) и плоской (б) заготовки:
1 - матрица, 2 - катушка, 3 - заготовка
Если разместить витки катушки в виде плоской спирали, то можно деформировать и плоские заготовки (рис. 46, б).
В настоящее время на установках электромагнитной формовки ведут и листовую штамповку (например, рефлекторов) без последующего полирования.
Одно из основных преимуществ электромагнитной формовки в том, что не нужен штамп в обычном представлении. Катушка совмещает в себе функции оборудования и инструмента. Для сложных деталей, если требуется получить какую-либо фигурную поверхность, может понадобиться только одна половина штампа. Роль другой половины играет давление электромагнитного поля. Штампы выполняют из пластмасс и даже из дерева, так как высокое давление действует мгновенно и материал штампа не успевает разрушиться. Такие штампы предельно дешевы.
Мгновенность нагрузки позволяет использовать для вырубки и пробивки отверстий матрицы с тупыми краями. Материал проталкивается сквозь отверстия столь быстро, что не успевает огибать закругленную кромку и срез получается чистый, без заусенцев.
Электромагнитная формовка применяется также для соединения деталей, в том числе из разнородных материалов. Так, на хрупкую керамику насаживается металлический стержень, причем соединение получается герметичным. Этим способом осуществляют прессовую посадку подшипников на вал, обжим алюминиевой оболочки по телефонному кабелю и пр.
Поверхность изделий, полученных электромагнитной формовкой, идеально чиста, на ней отсутствуют трещины, царапины, загрязнения, так как ее не касается инструмент, а смазка не требуется.
Электромагнитная формовка является высокопроизводительным процессом: с ее помощью можно получать до 600 изделий в час. Резервом повышения производительности является, например, возможность одновременного размещения нескольких заготовок внутри одной катушки.
Контрольные вопросы
1. Как классифицируются механические листоштамповочные прессы по типовым и конструктивным признакам, а также по способу действия?
2. В чем суть устройства кривошипно-шатунного механизма?
3. Как регулируют ход ползуна на прессе открытого типа?
4. Какие типы муфт применяют на прессах двойного действия для ускорения движения ползунов?
5. Какие бывают конструкции тормозов и каковы особенности этих конструкций? 6.
Какую особенность имеет конструкция коленно-рычажного механизма чеканочного пресса?
7. Как работают гидропневматические и гидравлические подушки при вытяжке изделий?
8. Расскажите о винтовых фрикционных и дугостаторных прессах.
9. Расскажите об электромагнитной формовке.