
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава III ОБОРУДОВАНИЕ ЗАГОТОВИТЕЛЬНЫХ ЦЕХОВ
§ 1. Листоправильные машины. Многовалковая универсальная машина.
На современных машиностроительных заводах (помимо прессовых цехов) создаются крупные цехи, или заготовительные участки, где устанавливается оборудование для разделительных операций: резки листового материала на кривошипных листовых ножницах, рулонного листового материала на многодисковых ножницах, сортового материала на комбинированных (сортовых) ножницах, получения заготовок из сортового (круглого) материала на холодновысадочных автоматах.
Листоправильные машины также относятся к оборудованию для заготовительных операций.
Многовалковые листоправильные машины применяются на автомобильных и вагоностроительных заводах для правки тонких листов (до 2-2,5 мм) в холодном состоянии.
Правка тонких листов низкоуглеродистой стали является частью технологического процесса. В низкоуглеродистых сталях при штамповке вытяжными штампами возникают складки и разрывы в местах изгиба. Поэтому перед штамповкой листы проходят правку на многовалковых листоправильных машинах со специальным перегибающим устройством. Вследствие перегиба происходит изменение структуры материала листа, повышаются пластические свойства.
Многовалковая универсальная машина, состоящая из 17 правильных валков для правки листов толщиной 0,5-3 мм, показана на рис. 47, а, б. В верхней части 1 станины установлена на четырех пружинах 2 подвижная рама 3, она регулируется винтами 4. Регулировка производится вручную штурвалами 24, которые посажены на валках 18. Вращение винтов 4 осуществляется червячной передачей.
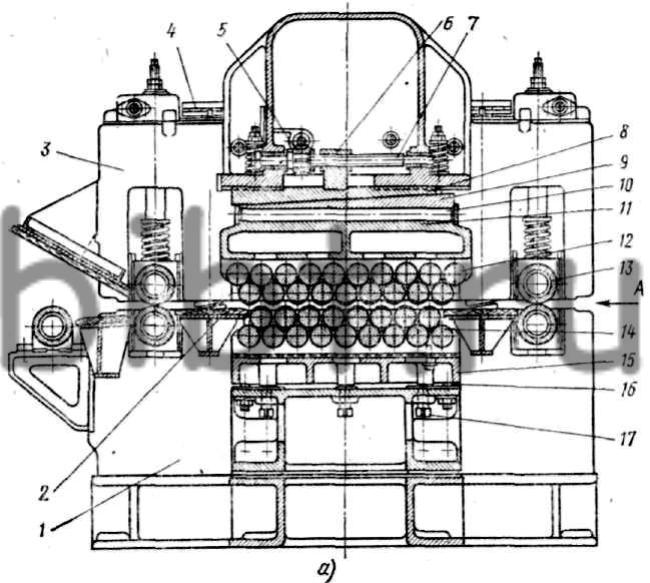
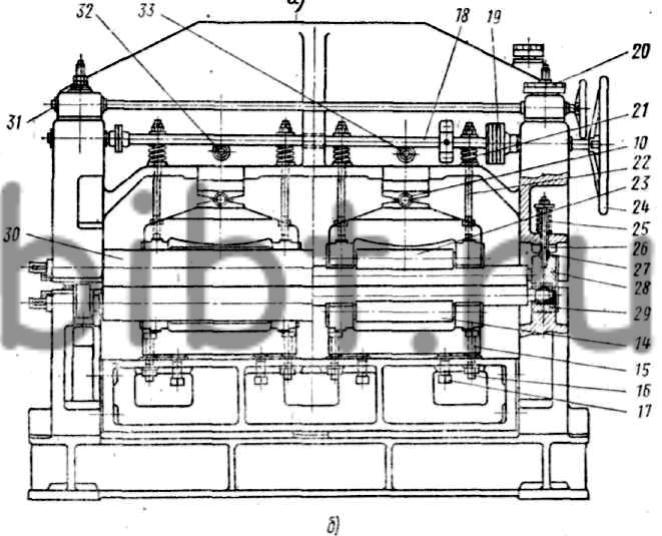
Рис. 47. Листоправильная машина:
а - вид сбоку, б - вид с задней стороны; 1 - верхняя часть станины, 2 - пружины, 3 - подвижная рама. 4 - регулирующие винты, 5 - червячная передача, 6- гайка, 7 - ходовой винт, 8 - клин, 9 - клиновая опора, 10 - шарнир, 11 - скоба верхних роликов, 12 - поддерживающие ролики. 13 - правильные валики верхние, 14 - поддерживающие ролики нижние, 15 - опорная плита, 16 - натяжные шпильки, 17 - нажимные болты, 18 - валы регулировки, 19 - муфта регулировки, 20 - градуированные диски, 21 - пружины поддерживающих роликов, 22 - шпильки поддерживающих роликов, 23 - поддерживающие ролики верхние, 24 - штурвал, 25 - пружины правильных валков, 26 - болты пружин, 27 - цилиндрические стержни, 28 - шарнирные корпуса, 29 - неподвижные корпуса, 30 - крайние подающие валки, 31 - вал, 32, 33 - валы регулировки
Муфта 19 служит для отключения механизма регулировки задних винтов. На верхних концах всех четырех винтов 4 закреплены градуированные диски 20, указывающие положение рамы по высоте. Поэтому раму 3 вместе с верхними правильными валками можно устанавливать наклонно в любую сторону.
Правильные валки по концам опираются на игольчатые подшипники, которые установлены в неподвижных корпусах 29 (для нижних валков) и в шарнирных корпусах 28 (для верхних валков). Шарнирные корпуса опираются на цилиндрические стержни 27 и закрепляются к раме 3 болтами 26 совместно с пружинами 25. Таким образом, подшипники верхних валков могут самоустанавливаться.
Все нижние и верхние правильные валки приводятся от электродвигателя через редуктор, зубчатую передачу и валы с шарнирами. Кроме того, верхние и нижние валки 23 имеют по два ряда поддерживающих роликов 12. Опорные подшипники каждого ряда верхних валков закреплены в отдельной скобе 11, которая опирается на шарнир 10.
Скобы в свою очередь подвешены на шпильках 22, пружинах 21 и подвижной раме. Между клиновой опорой 9 шарнира и рамой находится клин 8, перемещающийся по пазу рамы 3. К клину прикреплена гайка 6 для ходового винта 7, действующего от червячной передачи через вал 32 (рис. 47, б). Конец вала выступает из станины и имеет квадратное сечение под ключ.
Для второго ряда поддерживающих роликов регулировка производится от вала 33. С помощью поддерживающих роликов достигается соответствующий прогиб правильных валков. Если ролики опускаются, то прогиб валков будет направлен вниз. А если ролики подняты, то во время правки валки будут прогибаться вверх посредине.
При волнистости, расположенной по краям листа, верхние правильные валки роликами прогибаются посредине и листу дается на средних участках необходимый прогиб, а при волнистости, расположенной в средней части листа, поддерживающие ролики отводятся от валков. Тогда под действием давления листа, проходящего правку, валки выгибаются посредине вверх. Регулировка поддерживающих роликов контролируется градуированными дисками 20, соединенными с валками 5 и червячными передачами.
Когда устанавливаются и налаживаются нижние правильные валки, то регулировка их осуществляется нажимными болтами 17 и натяжными шпильками 16, которые фиксируют положение опорных плит 15. Крайние верхние подающие валки 30 регулируются с механизмом для подъема и опускания рамы 3.
На некоторых правильных машинах последнего выпуска со стороны загрузки листа устанавливается узел волосяных щеток для очистки материала от пыли с двух сторон.
Для изменения структуры материала листа и придания ему лучших пластических свойств на некоторых многовалковых правильных машинах встраивается система валков с перегибающим устройством. Схема расположения таких валков показана на рис. 48. Лист проходит через подающие валки 1 и перегибается валком 2, действующим от рычажного механизма.
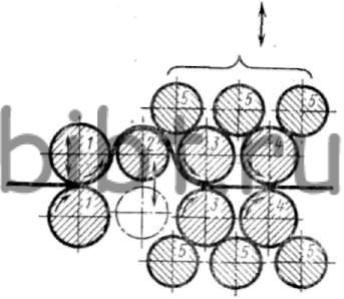
Рис. 48. Положение валков и поддерживающих роликов в машине с перегибающим устройством
Валки 3 и 4 являются подающими, на которые действует значительное тяговое усилие. Все валки, кроме гибочного, являются приводными. Окружная скорость валков 1 немного ниже, чем у подающих валков 3 и 4. Разница в скорости обеспечивает плотное прилегание листа к гибочному валку 2.
При заправке листа в машину верхние валки поднимаются, а перегибающий валок 2 опускается до оси нижних валков (указано штриховой линией). После этого перегибающий валок автоматически поднимается в исходное верхнее положение, а верхние валки опускаются. Когда лист перегнут и зажат, то включают механическую подачу. Валки 5 являются поддерживающими.