
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Кривошипные листовые ножницы. Ножницы Н3218Б. Кинематическая схема листовых ножниц.
Ножницы Н3218Б (рис. 49) предназначены для поперечной и продольной резки листового материала толщиной от 1 до 6,3 мм. Привод 1 осуществляется от электродвигателя через клиноременную передачу. На приводном валу посажен маховик, который имеет фрикционные предохранительные диски от перегрузки. Приводной вал посредством зубчатой передачи связан с кривошипным валом, на концах которого смонтированы шпоночная муфта 8 и ленточный тормоз 4. Кривошипный вал с помощью шатунов связан с ножевой балкой - ползуном 5, имеющим возвратно-поступательное движение в направляющих, закрепленных на станине 9.
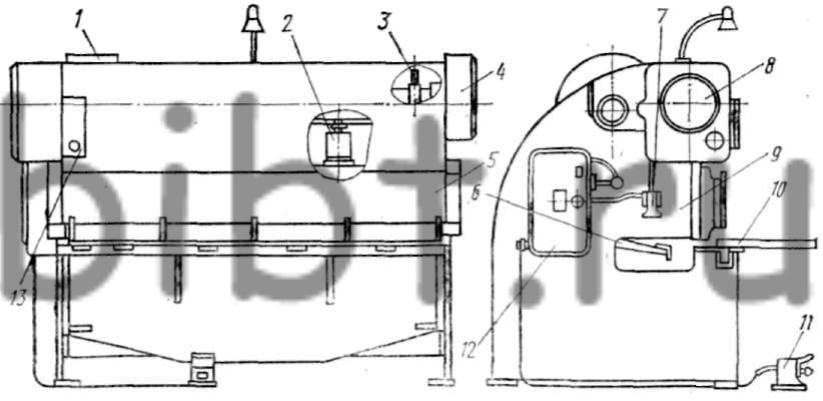
Рис. 49. Ножницы листовые
Ножевая балка (ползун) уравновешивается двумя пружинными уравновешивателями 2. В нижней части ножевой балки закрепляются ножи с наклоном 1°30' для лучшего реза листового материала. Нижние ножи закрепляются на станине на уровне плоскости стола. Материал подается вручную до регулируемого упора 6 в зависимости от нужной ширины заготовки.
Пуск и останов ножниц осуществляется электрокнопками смонтированными на панели 13 и связанными с электрошкафом 12 и педалью 11. Педаль, действуя от ноги рабочего на электромагнит 7, может включать или выключать ножницы, налаженные на режим «одиночные ходы». Работа на ножницах может производиться и с передним упором 10, например при продольной резке листа и других работах. Смазка узлов в основном осуществляется с помощью плунжерного насоса 3 густой смазкой УС-1.
Как видно из описания, кривошипные листовые ножницы работают по тому же принципу, что и кривошипные прессы. Кинематическая схема кривошипных листовых ножниц показана на рис. 50.
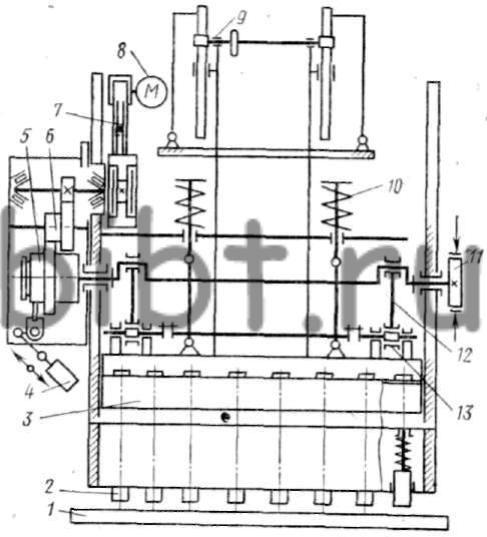
Рис. 50. Кинематическая схема листовых ножниц Н3218Б :
1 - стол, 2 - пружинные плунжеры, 3 - ножевая балка, 4 - электромагнит, 5 - шпоночная муфта, 6 - зубчатая передача, 7 - клиноременная передача, 8 - электродвигатель, 9 - регулируемый упор, 10 - пружины уравновешивателей, 11 - ленточный тормоз, 12 - шатуны, 13 - нижняя часть шатуна
Листовой материал прижимают к столу 1 (в момент резки) пружинные плунжеры 2, отрегулированные на нужное усилие. Плунжеры поднимаются вместе с ножевой балкой.
Для продольной резки листа ножницы снабжены механизмом регулировки открытой высоты ножевой балки. В нижней части 13 шатунов имеются стопорные планки, закрепленные на болтах. Болты следует отвернуть для поворота эксцентриковых осей на 180° и для поднятия балки на 20 мм. После регулировки оси вновь стопорятся планками.
Продольная резка листа выполняется по необходимости (в редких случаях), когда длина листа больше расстояния между стойками станины ножниц. Продольная резка производится за несколько ходов ножевой балки с продвижением листа вручную справа налево вдоль ножей, причем ширина отрезаемого листа не может превышать величину вылета ножниц.
Зубчатая передача смазывается заливкой масла (Индустриальное 30) в корпус редуктора. Схема централизованной густой смазки приведена в гл. IV.
В СССР, кроме описанных, изготовляются следующие модели кривошипных листовых ножниц с наклонным верхним ножом: НБ3312 - для листа толщиной 1,6 и шириной 1600 мм, НБ3314 - для листа соответственно 2,5 и 1600 мм, НЗ121- 12,5 и 2000 мм, НГ-474 -4 и 2000 мм.
На машиностроительных заводах также эксплуатируются листовые ножницы иностранных фирм, в которых механизмы муфты прижима материала отличаются от вышеуказанных моделей. На большинстве листовых ножниц иностранных фирм установлены пневмофрикционные или пневмокулачковые муфты, а прижим материала осуществляется плунжерно-гидравлической системой вместо пружинных плунжеров.
Реже применяют листовые ножницы с вертикальным движением верхнего ножа. Они отличаются тем, что верхний нож установлен не под углом, а параллельно поверхности нижнего стола, поэтому процесс резания производится по всей длине разрезаемого листа, и в начале резания усилие резко повышается.