
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Многодисковые ножницы. Боковой вид многодисковых ножниц Н4214. Схема многодисковых ножниц АЗЛК.
Многодисковые ножницы предназначаются для продольной резки рулонного материала на узкие ленты, которые используются в автоматической штамповке и в профилировании различных изделий.
Многодисковые ножницы могут быть с приводным или тянущим резом. В конструкциях с приводными ножами скорость резания предусмотрена постоянной, а диаметр рулона на наматывающем барабане и окружная скорость во время резания увеличиваются. Тянущий рез по сравнению с приводным имеет некоторые преимущества: ликвидируется необходимость во взаимосвязи скорости вращения наматывающего барабана со скоростью вращения ножей. Кроме того, при тянущем резе достигается более высокая скорость резания, лучшее качество реза и ровное наматывание ленты.
В СССР изготовляются следующие модели многодисковых ножниц с тянущим резом: М400А для материала толщиной 0,1 мм, НА400 -0,5, Н401 -1, Н402-1,5, Н4114 -2,5, Н4214 и Н403 - 3 мм.
Скорости резания в зависимости от толщины разрезаемого материала и количества резов для каждой модели различные и составляют от 150 до 10 м/мин. Обычно наименьшая скорость используется для наладочных работ. На многодисковых ножницах с тянущим резом после заправки лент (на барабан наматывания) привод ножевых валов отключается. Ввиду наличия обгонной муфты нижнего валка при тянущем резе ножевые валки (после их выключения) свободно вращаются.
В конструкциях указанных моделей предусмотрены для направления ленты две пары валков, которые устанавливаются рядом с ножевыми валками: одна пара (задающая) впереди, а другая пара (выходная) сзади.
При тянущем резе натяжение ленты обеспечивается электродвигателями: рулонницей для разматывания и барабаном для наматывания. На рис. 51 показан боковой вид многодисковых ножниц с тянущим резом Н4214. На этом агрегате рулонница 2, барабан 8 для наматывания и барабан 7 для сбора отходов приводятся в движение от электродвигателей постоянного тока. Механизм подает рулон на загрузочную площадку 1.
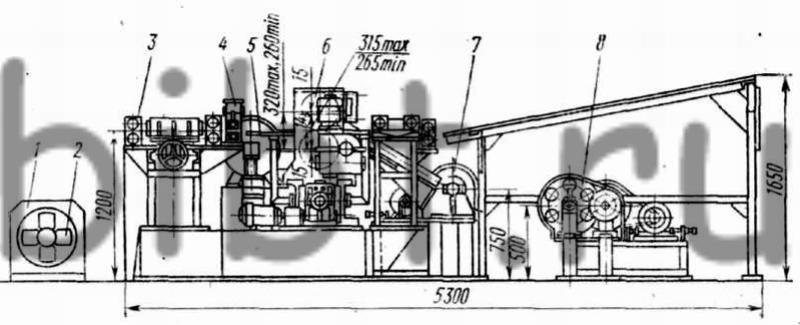
Рис. 51. Боковой вид многодисковых ножниц Н4214
Загрузочная и разгрузочная операции выполняются с помощью мостового крана или электротельфера. Рулон зажимается четырехкулачковым патроном от пневмоцилиндра. Разрезка рулона осуществляется ножевыми валами 6 с направлением передних 3, задних 4 валков и стола 5. Ножевые валы имеют привод только для наладочного режима. Зажим лент на барабане для наматывания 8 автоматизирован.
Разделение рулонов нарезанных лент по оси барабана для наматывания выполняется с помощью разделительных дисков. Готовые ленты снимаются с барабана пневмоцилиндрами. Инструментом для разрезания материала являются дисковые ножи, насаживаемые на валы. Чтобы получить нужную ширину лент, между дисковыми ножами на валах устанавливают распорные втулки, зажимаемые гайкой.
На большинстве заводов применяют прямоугольную заточку ножей. При наличии угла заточки 2-3° качество реза повышается, но зато быстро затупляется режущая кромка, что экономически не всегда выгодно из-за простоев оборудования.
Многие крупные машиностроительные заводы для своих нужд изготовили ряд многодисковых ножниц меньших габаритов по сравнению с описанными моделями. На Московском автозаводе им. Ленинского комсомола были изготовлены четыре агрегата многодисковых ножниц с приводным резом для материалов толщиной до 2,5 мм. На рис. 52 показана схема таких ножниц.
На рулоннице 1 зажимается рулон материала с помощью четырехкулачкового специального патрона. Вал рулонницы имеет индивидуальный привод, скорость которого изменяется по мере разматывания рулона. Перед разрезкой лента направляется боковыми планками 2. После разрезки ленты дисковыми ножами 3 отходы (крайние полоски) наматываются на барабан 4, а полосы лент -на барабан 5, который автоматически меняет окружную скорость посредством пневмоколодочной муфты 6, посаженной на вал барабана.
По мере увеличения скорости фрикционные колодки муфты проскальзывают относительно корпуса. Регулировка трения колодок осуществляется пневморедукционным клапаном. Наматывающий барабан 5 имеет привод от ножевого вала через цепную передачу 7. Цепная передача 8 также приводит во вращение барабан отходов 4. Ножевые валы приводятся во вращение от электродвигателя 9 и редуктора 10. Отходы с барабана 4 снимают пневмоцилиндры 11, управляемые от пневматического ручного крана. Такая же система установлена и на барабане для наматывания 5. Ленты с барабана снимаются вилкой 12, связанной со штоком пневмоцилиндра (цилиндр установлен внутри сварной стойки, на рисунке не показан). Многодисковые ножницы монтируются на металлической раме с анкерными болтами, залитыми бетоном. Длина ножниц 6000 мм, ширина 3500 мм. Электродвигатель имеет мощность 20 кВт, частоту вращения 1420 об/мин. Скорость резания при наладке 27 м/мин, при разрезании 90 м/мин.
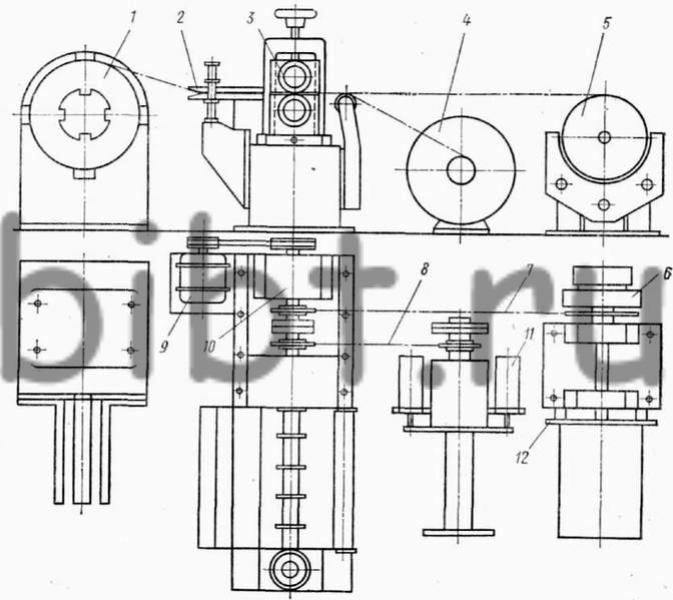
Рис. 52. Схема многодисковых ножниц АЗЛК