
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. Ремонт и модернизация прессов. Кривошипный вал и муфта с поворотными шпонками.
На машиностроительных заводах часто применяется так называемая смешанная форма организации ремонтного обслуживания, при которой цеховые ремонтные базы производят все виды ремонта, кроме капитального. Капитальный ремонт в большинстве проводится силами ремонтно-механического цеха, который может осуществлять и модернизацию оборудования.
С технико-экономической точки зрения ремонт и модернизация оборудования являются неразделимыми мероприятиями. Проведение капитального ремонта без модернизации фактически оставляет ремонтируемую единицу на прежнем техническом уровне. Поэтому, производя определенные материальные затраты, необходимо сочетать эти условия.
Детали прессового оборудования имеют разный срок службы. Чертежи быстроизнашивающихся деталей прикладываются в паспортах и руководствах по эксплуатации оборудования. Как правило, срок службы их назначается не более одного года. Запасные детали хранятся в кладовых для обеспечения своевременной замены во избежание простоев оборудования. На многих заводах применяется узловой метод ремонта, при котором изношенные узлы заменяют новыми запасными, а снятые узлы ремонтируют {после окончания ремонта) и хранят их как запасные.
При наличии большого парка однотипного оборудования производят унификацию узлов со взаимозаменяемыми деталями. Например, для прессов, на которых установлены муфты с поворотными шпонками, можно изготавливать одноразмерные детали и монтировать их на прессы усилием от 617,6 кН (63 тс) до 980,7 кН (100 тс).
Согласно рис. 62 большинство указанных позиций (с 1-й по 19-ю) могут быть (кроме маховика 5) взаимозаменяемыми, как запасные части, и храниться в готовом виде на складе службы главного механика. В последних моделях прессов бронзовые втулки 6 и 14 заменяются на подшипники качения (например, на модели К118).
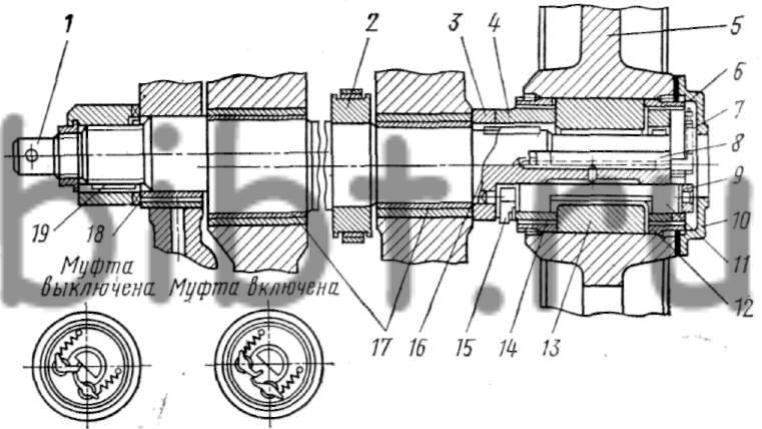
Рис. 62. Кривошипный вал и муфта с поворотными шпонками:
1 - кривошипный вал, 2 - ленточный тормоз, 3 - втулка распорная, 4, 12 - муфты задняя, и передняя, 5 - маховик, 6, 14- бронзовые втулки маховика, 7 - пружина, 8 - вспомогательная шпонка, 9 - кулачок, 10 - крышка, 11 - рабочая поворотная шпонка, 13 - средняя муфта маховика, 15 - хвостовик шпонки, 16 - призматическая шпонка. 17 - бронзовые втулки (подшипники), 18 - зубчатая муфта, 19 - призматическая шпонка
При эксплуатации износу подвергаются поворотные шпонки 8 и 11, гнезда под поворотные шпонки в муфтах 12 и 13. Поворотные шпонки по наружному (посадочному) диаметру заготавливаются с припуском +1 мм и во время ремонта гнезда муфт растачиваются совместно с кривошипным валом 1. После расточки полученный диаметр замеряется, чтобы по этому диаметру шлифовать поворотные шпонки.
Хвостовая часть поворотных шпонок изменяется так, что кулачки 9 изготавливаются за одно целое с поворотной шпонкой.
Если износ в гнездах муфт более 1 мм, то муфты заменяются новыми. В данной муфте включения имеется конструктивный недостаток в том, что пружины 7 работают на растяжение, поэтому часто ломаются. При капитальном ремонте пружины 7 рекомендуется заменять на пружины, работающие на скручивание (см. рис. 21, поз. 12).
Зубчатые муфты 18, применяемые для изменения длины хода ползуна, периодически изнашиваются, на зубьях появляются вмятины, от этого призматическая шпонка 19 расшатывается и деформирует шпоночный паз на валу 1. Поэтому при массовом производстве изделий, когда осуществляется редкая переналадка пресса, модернизируют зубчатые муфты с заменой на постоянный (наибольший) ход пресса. Тогда зубцов на муфте не будет, а эксцентриковая втулка шатуна соединится с валом 1 с помощью призматической шпонки.
Опорные подшипники (втулки) 17 подвергаются износу по внутреннему диаметру совместно с шейками вала. При износе до предельно допустимой величины вал зачищают и шлифуют, а втулки заменяют новыми с отверстиями, размер которых соответствует размерам шлифованных шеек вала. По наружным диаметрам подшипники-втулки устанавливают в станину с прессовыми посадками и стопорят от проворачивания.
После запрессовки шабрят внутренние диаметры втулок по шейкам кривошипного вала. Вал должен вращаться в подшипниках-втулках свободно с зазором, соответствующим посадке Х3. Материал для подшипников-втулок - высококачественная бронза (марки Бр.ОЦС5-3-3 или БрОФ-10-1), на некоторых заводах изготавливают подшипники-втулки биметаллизированными бронзой.