
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Пресс-автоматы, многопозиционные прессы и автоматические линии. Пресс-автомат с нижним приводом.
Большую производительность можно достичь на специальных: пресс-автоматах, штамповка на которых происходит, как правило, без отделения изделия от ленты до последнего перехода, как и. в штампах последовательного действия. На последнем переходе изделие отделяется от ленты и падает через матрицу штампа.
На пресс-автомате с нижним приводом, представленном на рис. 75, монтируется универсальная валковая подача. Передняя пара толкающих валков 9 по направлению подачи называется подающей, а задняя - тянущей. При двусторонней валковой подаче обеспечивается безостановочный проход через штамп всей обрабатываемой ленты металла. После выхода заднего конца ленты из подающей пары валков 9 лента металла продолжает перемещаться с помощью тянущих валков 5.
Работа главных узлов пресс-автомата осуществляется следующим образом. От электродвигателя через зубчатую передачу вращается зубчатое колесо-маховик 6, связанное с муфтой включения и коленчатым валом 2. Далее через шатун 3 сообщается возвратно-поступательное движение в вертикальной плоскости ползуну 1, который перемещается в направляющих, закрепленных в станине пресса.
Ползун связан с помощью четырех цилиндрических колонн 4 с верхней плитой 7, служащей местом крепления верхней части штампа. Нижняя часть штампа устанавливается на неподвижной плите 8 стола пресса. На конце коленчатого вала имеется кривошип 11, который приводит в движение кулису 12, и реечно-зубчатую передачу 10 подающих и тянущих валков 9 и 5.
Шаг подачи ленты материала может регулироваться с помощью кулисного механизма и зависит от амплитуды качания кулисы. Точность шага подачи можно повышать, применяя ловители, закрепленные в верхней части штампа. При опускании ловители своими конусными концами входят в пробитые на предшествующих переходах штамповки отверстия в ленте материала и устанавливают ленту в необходимое положение, исправляя неточность шага подачи. В момент действия ловителей верхние подающие и тянущие валки подачи приподнимаются над лентой и освобождают ее.
Подъемом валков управляет механизм кулисы с помощью рычагов и тяг. Длина тяг может регулироваться при наладке. Этой же регулировкой достигается необходимый нажим верхних валков на подаваемую ленту материала. Смазка пресса-автомата - централизованная от ручного насоса, за исключением некоторых точек, которые смазываются густой смазкой от пресс-масленки. Наиболее распространенные пресс-автоматы с нижним приводом изготовляются усилием 245,2 кН (25 тс), 392,3 кН (540 тс), 980,7 кН (100 тс) с числом ходов в минуту от 120 до 300.
Пресс-автоматы с нижним приводом кроме большой производительности имеют преимущества: незначительные вибрации в процессе работы, наименьшие перекосы верхних частей штампа относительно нижних, обеспечение высокой стойкости рабочих частей штампов и, следовательно, высокое качество продукции.
Пресс-автоматы с верхним приводом изготавливаются по специальному заказу.
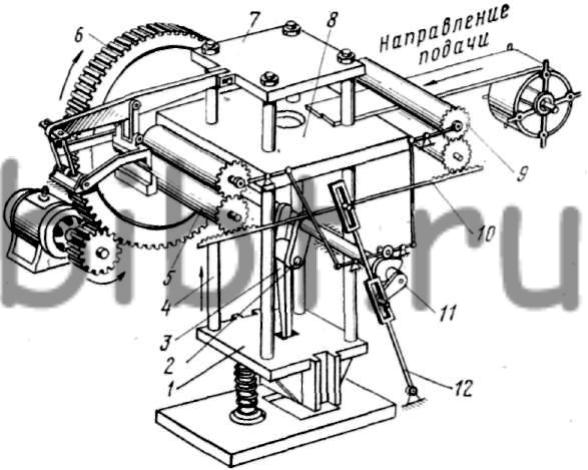
Рис 75. Пресс-автомат с нижним приводом