
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Многопозиционные кривошипные прессы.
Широкое применение находят многопозиционные кривошипные прессы, которые работают на режиме непрерывных ходов, что обеспечивает высокий темп и благоприятные условия работы таких быстроизнашивающихся узлов, как муфты включения тормоза и др.
Типовая кинематическая схема многопозиционного пресса представлена на рис. 76. Электродвигатель 1 посредством клино-ременной передачи приводит в движение маховик муфты 2, смонтированной на промежуточном валу. Далее вращательное движение зубчатой передачей 3 сообщается двухколенчатому валу 4, расположенному параллельно фронту пресса.
Заготовки изделия от позиции к позиции подаются грейферными линейками 5 через тягу 6 с укрепленными на них захватами 9. В продольном направлении грейферные линейки перемещаются с помощью реечно-рычажного механизма 7, который сообщает возвратно-поступательное движение. Захват заготовки в позиции и подача ее осуществляются при верхнем положении ползуна 13. При опускании ползуна захваты 9 грейферных линеек раскрываются благодаря рычажно-клиновому соединению 8.
Валковая подача 10 подает ленточный материал из рулона к первой позиции штамповки. Валки приводятся от коленчатого вала через зубчатую передачу 16, кривошип 15 и тягу 11, связанную с реечно-храповым механизмом 12.
Лента из рулона подается под прямым углом к направлению продольного перемещения заготовок изделий, и на первой позиции заготовка отделяется от ленты (последовательность штамповки см. рис. 5). Под столом пресса монтируются пружинные или пневматические выталкиватели, обеспечивающие необходимый прижим заготовок при вытяжке и подающие их на матрицы штампа для последующего переноса грейферными линейками.
Верхние части штампа крепятся в регулируемых по высоте патронах 14, которые закреплены на ползуне 13. На каждую позицию имеется отдельный патрон. С регулируемыми патронами связаны толкатели, выталкивающие изделия из верхних частей штампа.
Кроме описанных выше примеров механизации и автоматизации применяются различные бункерные и магазинные питающие устройства при штамповке мелких изделий.
Организация технологических замкнутых участков и особенно поточного производства потребовала обеспечить передачу заготовок со станка на станок, с пресса на пресс за время, равное такту. Так появились автоматические линии, составленные из станков или прессов, соединенных транспортными загрузочными устройствами. Особые преимущества таких линий заключаются в относительной их простоте, а также в быстрой окупаемости затрат на их устройство.
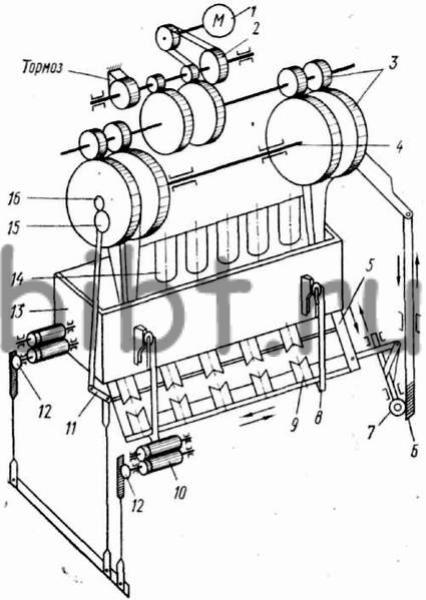
Рис. 76. Кинематическая схема многопозиционного пресса