
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Вытяжка листового материала. Вытяжка без утонения и вытяжка с утонением стенок. Усилие вытяжки.
Вытяжкой получают из плоской заготовки открытые полые изделия в основном трех видов: имеющие форму тел вращения, коробчатой формы, сложной формы. Процесс вытяжки осуществляется в штампах.
По характеру деформации применяют вытяжку без утонения и вытяжку с утонением стенок.
Вытяжка без утонения стенок является распространенным способом изготовления изделий. Для подсчета заготовки при вытяжке без утонения стенки применяется аналитический метод равенства поверхностей. В таком случае принимают, что средняя толщина стенки S' вытянутого изделия равна толщине заготовки S (рис. 8, а, б).
Площадь заготовки
равна площади заготовочного кружка и площади изделия А' (как
видно на рис. 8, а, изделие можно разъединить на два элемента
- цилиндр и дно): A'=A1+A2= (πd2ср/4)
+ πdср(h + h') =А =πD2/4, откуда ![]() .
.
Припуск h' на подрезку торца цилиндра может быть различным в зависимости от толщины и марки материала. При вытяжке цилиндрических изделий (без утонения) можно определить число и последовательность операций (рис. 8, б). Например, при необходимости изготовить изделие диаметром dn и высотой hn из плоской заготовки диаметром D, то, зная коэффициенты вытяжки m, получим: d1 =m1D; d2=m2d1=m'd1=m'(m1D); d3=m3d2=m'd2=(m')2(m1D); dn= mndn-1 =m'dn-1= mn-1(m1D).
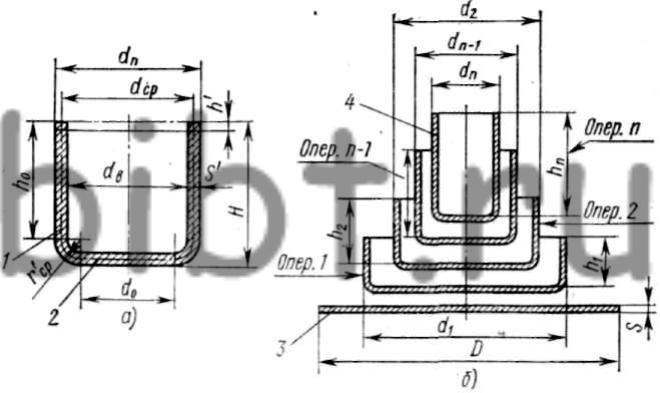
Рис. 8. Схема для расчета заготовки при вытяжке:
а - изделие, б - последовательность процесса; 1 - цилиндр, 2 - дно, 3 - заготовка, 4 - изделие
Прологарифмировав последнее уравнение, получим число операций n=1+[lgdn - lg (m1D)]/lg m'.
При вытяжке изделий коробчатой формы считают, что вытяжка происходит в углах, а прямые боковые стенки только отгибаются. Поэтому прямые стенки развертывают, как при гибке, а углы подсчитывают, как для вытяжки. Затем ступенчатый контур углов скругляют на плавный переход к прямым стенкам. Полученные изделия коробчатой формы по высоте обрезают за счет припуска, как у цилиндрических изделий.
Изделия сложной формы, например отдельные части кузова автомобиля, подгоняют (доводят) на заводах по мастер-моделям и по вытяжным штампам.
Усилие вытяжки довольно точно можно определить по теоретическим формулам, выведенным на основании теории пластичности. Но эти формулы сложны для пользования ими в заводских условиях. Поэтому на практике, как правило, применяются эмпирические формулы.
Полное усилие вытяжки (для прессов простого действия) Рп = P+Q, где Р - усилие вытяжки, Н; Q - усилие прижима, Н.
Для первой операции вытяжки усилие P= πd1Sσвk1. Для второй операции и последующих P =πd2Sσвk2, где d1 и d2 диаметры вытягиваемых изделий по средней линии после первой и второй операций; σв - предел прочности материала, Па (Н/м2); k1 и k2 - поправочные коэффициенты.
| m1 | 0,55 | 0,57 | 0,60 | 0,62 | 0,65 | 0,67 | 0,70 | 0,72 | 0,75 | 0,77 | 0,80 |
| k1 | 1,0 | 0,93 | 0,86 | 0,79 | 0,72 | 0,66 | 0,6 | 0,55 | 0,5 | 0,45 | 0,4 |
| m2 | - | - | - | - | - | - | 0,70 | 0,72 | 0,75 | 0,77 | 0,80 |
| k2 | - | - | - | - | - | - | 1,0 | 0,95 | 0,90 | 0,85 | 0,80 |
Вытяжка цилиндрических изделий, у которых стенки тоньше дна, называется вытяжкой с утонением.
Вытяжка с утонением осуществляется без прижима, при этом зазор между матрицей и пуансоном должен быть меньше толщины стенки заготовки. После каждой операции вытяжки с утонением диаметр и толщина стенки заготовки изделия уменьшаются, а длина увеличивается. Число операций при вытяжке с утонением зависит от коэффициента вытяжки с утонением, являющегося отношением площади сечения изделия к площади сечения заготовки: m1ут=A1/A0- для первой операции; mnут=An/An-1 - для последующих операций, где А0 - площадь поперечного сечения полой цилиндрической заготовки до первой операции; A1 - площадь поперечного сечения изделия после первой операции; Аn-1 - площадь поперечного сечения предыдущей операции; Аn - площадь поперечного сечения промежуточной и последней операций.
Степень деформации при вытяжке из полой заготовки с утонением подсчитывается по формуле K1=[(A0-А1)/А1]*100%- для первой операции; Kn=[(An-1-An)/Аn]*100% - для промежуточных операций. Степень деформации есть величина, обратная коэффициенту вытяжки.
Наибольшее допускаемое утонение стенок 10-18% в зависимости от толщины материала.
Для подсчета диаметра
заготовки при вытяжке с утонением можно пользоваться формулой (по
справочнику В. П. Романовского) ![]() ,
где V - объем заготовки; S -толщина материала заготовки.
,
где V - объем заготовки; S -толщина материала заготовки.