
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Отбортовка изделий на специальных штампах. Отбортовка наружного контура. Отбортовка отверстия (внутренняя).
Схема для расчета отбортовки изделия. Усилие для отбортовки цилиндрическим пуансоном. Формовка.
Различают отбортовку отверстия (внутреннюю) и отбортовку наружного контура. Отбортовку изделий выполняют на специальных штампах. Чтобы произвести отбортовку в плоскостной или пустотелой заготовке, необходимо предварительно пробить в ней отверстие. При глубокой отбортовке сначала делают вытяжку, затем пробивают отверстие и после выполняют отбортовку. Для того чтобы выполнить отбортовку без разрывов и трещин за одну операцию, необходимо учитывать степень деформации (или так называемый коэффициент отбортовки) Kотб=d/D, где d - диаметр предварительно пробитого отверстия, мм; D - диаметр отверстия, полученного после отбортовки, мм.
Отбортовку изделия из тонкого материала осуществляют с прижимом изделия к поверхности матрицы штампа. Диаметр отверстия под отбортовку для невысокого борта приближенно можно определить по методу, который применяется при подсчете заготовки с закруглением, получаемой гибкой. Например, для изделия, показанного на рис. 9, диаметр отверстия (мм) в заготовке определится по формуле d=D1 - π[r1+ (S/2)] - 2h. Отсюда высота борта H=h + r1 + S=D - (d/2)+0,43r1 + 0,72S.
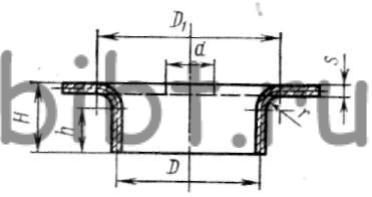
Рис. 9. Схема для расчета отбортовки изделия
Практикой установлено, что предельный коэффициент отбортовки зависит от механических свойств материала, относительной толщины заготовки (S/d) • 100, шероховатости поверхностей кромок отверстий в заготовке, формы рабочей части пуансона штампа.
Радиус закругления цилиндрического пуансона должен быть не менее четырех толщин материала.
Усилие для отбортовки цилиндрическим пуансоном можно определить по формуле А. Д. Томленова: Pотб= π(D-d)SCσт≈1,5π(D-d)Sσв, где D - диаметр отбортовки изделия, м; d - диаметр отверстия под отбортовку, м; S - толщина материала, м; С - коэффициент упрочнения металла и наличия трения при отбортовке Сσт= (1,5÷2)σв; σт и σв - предел текучести и временное сопротивление разрыву материала, МПа (Н/м2).
Отбортовка наружного контура детали применяется с выпуклым и вогнутым контурами. Отбортовка с выпуклым контуром аналогична процессу неглубокой вытяжки, а отбортовка вогнутого контура аналогична отбортовке отверстий.
Величина деформации при наружной отбортовке выпуклого контура Kн.отб= R1/R2, где R1- радиус контура плоской заготовки; R2-радиус отбортованного контура изделия.
Формовкой называют операцию, при которой происходит изменение формы изделия, предварительно полученного вытяжкой. К такой операции относятся, например, формовка изнутри (выпучивание), получение выпуклости, впадины, рисунка, надписи. Штампы для формовки изнутри имеют разъемные матрицы и разжимное эластичное устройство (жидкостное, резиновое, механическое).