
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. Штампы для объемной холодной штамповки. Конструкция штампа с универсальным блоком для обратного способа выдавливания.
При холодной объемной штамповке давления доходят до 2453 МПа (250 кгс/см2) и выше, поэтому все детали штампа рассчитывают на прочность. Соединения и крепления должны быть плотными, без люфтов, чтобы не было смещения верхних и нижних частей штампа. Например, конструкции штампов для холодного выдавливания выполняются блочными, состоящими из двух частей. Верхняя плита блока относительно нижней направляется на колонках. Такие конструкции позволяют устанавливать сменные пуансоны и матрицы для получения различных изделий.
На рис. 129, а показана конструкция штампа с универсальным блоком (блок показан условно штриховой линией) для обратного способа выдавливания. В блок монтируются пять сменных деталей.
В этом штампе пуансон и матрица для удобства изготовления и замены выполнены составными. Матрица состоит из формообразующей 2 и приемной 3 частей. Пуансон имеет основную давящую 5 и образующую 4 части. Эти части соединяются с хвостовиком 6 посредством винта 7.
Образующая часть 4 пуансона относительно формообразующей части 2 матрицы изготовлена с зазором, который равен толщине стенки штампуемого изделия по окружности. В середине образующей части 4 пуансона имеются две фаски, из которых одна (нижняя) при поступательном движении пуансона вниз соприкасается с заготовкой изделия, а другая фаска (верхняя) закрывает полость давящей части пуансона и предотвращает затекание металла.
При обратном движении образующая часть отделяется вместе с отштампованным изделием. В этом положении подвижные вкладыши 8 съемника (показанные штриховой линией) заходят между давящей частью и изделием, тем самым осуществляется съем изделия. В случае застревания изделия в матрице оно выталкивается толкателем 1.
Вкладыши 11 съемника 8 имеют скосы для прохода давящей части пуансона 5 при движении вниз. Пружины 12 действуют на вкладыши в направлении центра штампа и помогают заходить вкладышам между давящей частью пуансона и изделием (13 - крышка съемника).
На рис. 129, а представлена заготовка 9 для прямого выдавливания штуцера и готовый штуцер 10 с размерами. Заготовка осаживается по высоте с размера 58 до размера 35 (головки штуцера), а хвостовик удлиняется до общего размера (по чертежу).
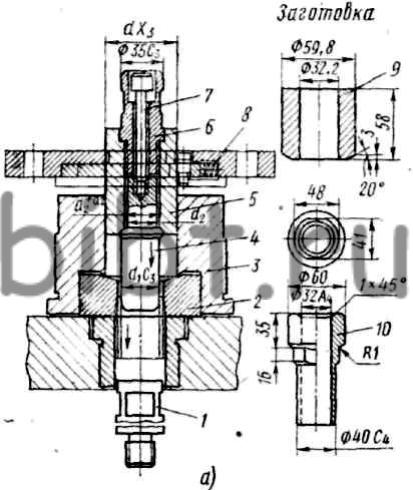
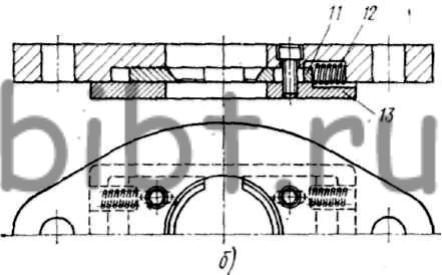
Рис. 129. Штамп с универсальным блоком (а), съемник с подвижными вкладышами (б)
Рабочие части штампов (матрицы и пуансоны) для выдавливания изготовляют из высокопрочных сталей: Х6ВФ; Х12Ф1 с твердостью HRC58-60.