
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Основные операции, выполняемые на круглошлифовальных станках.
Таблица 3.1. Основные операции, выполняемые на круглошлифовальных станках
| Шлифование | Эскиз операции | Технологическая характеристика операции |
Продольное цилиндрических поверхностей в невращающихся центрах |
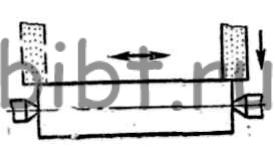 |
Основной метод круглого шлифования, при котором достигается наивысшая геометрическая точность. При этом методе невозможна обработка всей длины детали за один установ, так как часть поверхности детали используется для крепления поводка. При шлифовании длинных и тонких деталей необходима дополнительная опора в виде люнета |
Продольное с зажимом детали во вращающемся шпинделе передней бабки |
 |
Окончательная точность обработки зависит от состояния передней бабки и точности крепления детали в зажимном приспособлении. Для зажима детали может быть использован кулачковый или цанговый патрон. Короткие и жесткие детали можно зажимать лишь с одного конца. Для более длинных деталей требуется дополнительная опора: центр в задней бабке или люнет |
| Шлифование | Эскиз операции | Технологическая характеристика операции |
Продольное конических поверхностей |
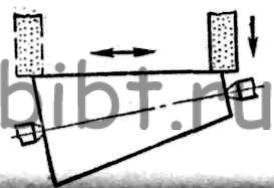 |
Шлифование осуществляется поворотом верхнего стола, несущего переднюю и заднюю бабки. Величина конусности ограничена максимальным углом поворота стола в обе стороны. Деталь можно закреплять в неподвижных центрах или в зажимном приспособлении на вращающемся шпинделе передней бабки |
Продольное цилиндрической поверхности и торца |
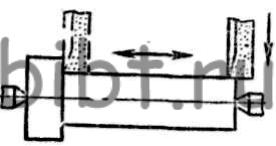 |
Шлифование применяется при обработке длинных цилиндрических поверхностей с прилегающим буртом для достижения перпендикулярности торца к цилиндрической поверхности. Вначале обрабатывают цилиндрический участок в размер, затем стол вручную перемещают для шлифования торца бурта. При обработке торца кругу вручную сообщают быстрые возвратно-поступательные поперечные перемещения |
| Шлифование | Эскиз операции | Технологическая характеристика операции |
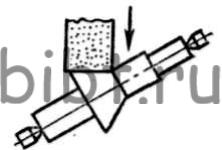
Врезное цилиндрических поверхностей |
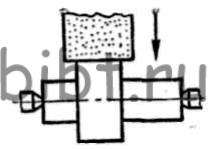 |
Шлифование применяется для обработки поверхности, длина которой не превышает высоты круга. Врезное шлифование более производительно, чем продольное, но требует большей жесткости детали и опор. Уступает шлифованию на проход по достигаемому качеству шлифованной поверхности. Повышенное изнашивание кромок круга требует более частой правки круга во избежание получения отклонений от цилиндричности шлифуемой поверхности |
Врезное конических поверхностей |
 |
Шлифование осуществляется поворотом передней бабки при консольном закреплении детали или поворотом шлифовальной бабки (на универсальных станках), при этом деталь может крепиться в центрах. Длина шлифуемой поверхности (по образующей) ограничена высотой круга |
Многокруговое врезное |
 |
Одновременная обработка нескольких цилиндрических поверхностей. Общая длина шлифуемой поверхности не должна превышать максимальной ширины кругов, которые можно установить на шпиндель станка. При этом улучшается концентричность поверхностей и повышается производительность. Круги, установленные на шпинделе, могут либо соприкасаться торцами, либо разделяться прокладками. При шлифовании шеек разных диаметров требуется специальное правящее устройство, обеспечивающее постоянное соотношение диаметров кругов в наборе |
| Шлифование | Эскиз операции | Технологическая характеристика операции |
Совмещенное цилиндрических и торцовых поверхностей при угловой наладке |
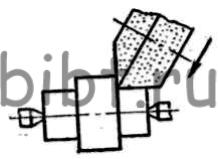 |
При установке бабки круга под углом к оси обрабатываемой детали шлифование осуществляется периферией и торцами круга одновременно, что позволяет совмещать обработку нескольких взаимно перпендикулярных поверхностей. Операцию осуществляют на универсальных станках или в условиях массового производства на специальных угловых станках. Требуется специальное правящее устройство |
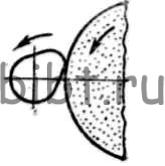
Фасонное врезное с профильной правкой круга |
 |
Круг правят по профилю, обратному профилю шлифуемой детали. Если образующая детали представляет собой элементарные дуги окружности (выпуклые или вогнутые), то соответствующее профилирование круга может быть обеспечено стандартным устройством радиусной правки. Если требуется получить более сложный или составной профиль, необходимо применять специальное устройство для правки круга по копиру |
Шеек коленчатых валов |
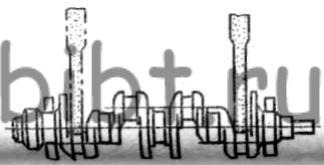 |
Операции шлифования коренных и шатунных шеек, как правило, выполняются на специальных станках. Станки оборудованы специальными устройствами для правки круга по периферии, радиусу и торцам, а также средствами осевой установки стола для обеспечения заданного расстояния между шейками вала. Коренные шейки шлифуют в центрах, а шатунные шейки - в специальных патронах с базированием вала по крайним коренным шейкам |
| Шлифование | Эскиз операции | Технологическая характеристика операции |
Кулачков |
 |
На специальных круглошлифовальных станках столу сообщается качательное движение по копиру, соответствующему профилю шлифуемого кулачка |
Внутреннее (в специальном приспособлении) |
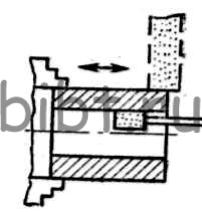 |
Принципиальная возможность обработки внутренней и наружной поверхностей за один уставов позволяет повысить их концентричность (на универсальных круглошлифовальных станках) |
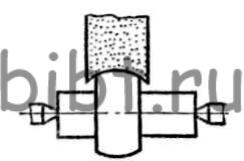
Плоское на вращающейся передней бабке станка |
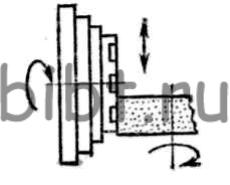 |
Плоское шлифование периферией круга торца круглой детали применяют в том случае, когда к плоскостности торцовой поверхности предъявлены повышенные требования или когда шлифовочные риски должны быть концентричны оси вращения детали. Если необходимость в такой операции носит случайный характер, ее можно осуществить на универсальном круглошлифовальном станке, передняя бабка которого может поворачиваться на 90°. При повороте передней бабки на меньший угол, сочетая поворот с возвратно-поступательным движением стола и поперечной подачей круга, можно обрабатывать конические поверхности с широким варьированием угла конуса |