
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Поводковые хомутики. Хомутик с двумя поводками. Самозажимной плавающий патрон.
Поводковые хомутики. Вращение детали передается от поводковой планшайбы станка хомутиком, который закрепляют на детали винтом и гаечным ключом. Для уменьшения времени на закрепление (открепление) применяют самозажимные хомутики (рис. 3.9, а).
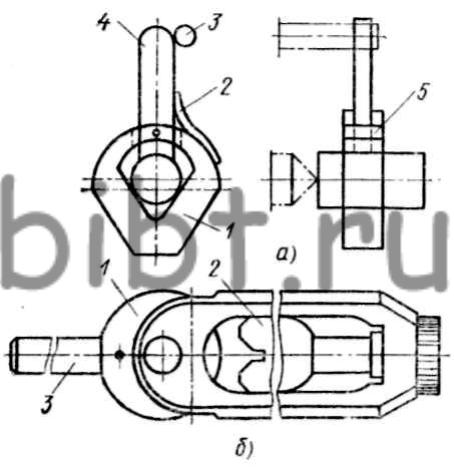
Рис. 3.9. Хомутики
В корпусе хомутика 1 деталь зажимается рычагом 4, заклинивающий конец которого выполнен в виде эксцентрика с мелкой насечкой на рабочей поверхности. Рычаг поворачивается вокруг оси 5, поджимается к поверхности детали плоской пружиной 2 и под давлением поводкового пальца 3 станка заклинивает и вращает деталь. Регулируемый эксцентриковый хомутик (рис. 3.9, б) в ряде случаев заменяет набор хомутиков и сокращает время на зажим и отжим деталей. В корпусе хомутика находится передвижная призма 2, перемещаемая винтом. Призму устанавливают в хомутике по диаметру обрабатываемой детали. Деталь зажимают эксцентриковым кулачком 1, размещенным с другой стороны хомутика. Для поворота эксцентрикового кулачка имеется рычаг 3.
Приведенные выше конструкции поводковых хомутиков имеют одно плечо. Геометрическая форма детали в поперечном сечении искажается под действием давления между поводком и хомутиком. В результате переменных отжатий при обработке форма поперечного сечения детали получается некруглой. Для устранения этой погрешности при выполнении работ, требующих повышенной точности, применяют двуплечие поводки (рис. 3.10).
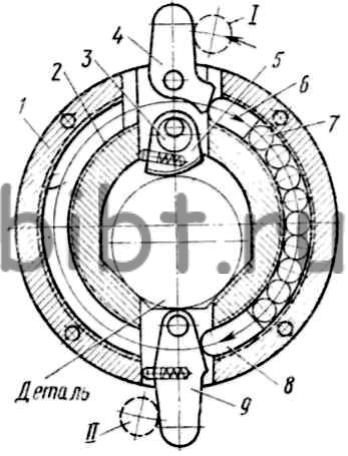
Рис. 3.10. Хомутик с двумя поводками
Хомутик состоит из корпуса 2, крышки 1, хвостовиков 4 и 9, нажимных сухарей 6 и 8 и шариков 7, помещенных в кольцевом зазоре между корпусом и крышкой. Эксцентрик 5, установленный на кривошипе 3, служит для зажима детали, которая центрируется призмой в корпусе 2. При повороте кривошипа 3 эксцентрик 5 поднимается или опускается, что дает возможность использовать один и тот же хомутик для обработки деталей разного диаметра. После того как деталь с надетым на нее хомутиком установлена в центрах, планшайба станка приводится во вращение. Поводковый палец I планшайбы давит на хвостовик 4, который передает усилие сухарю 6, шарикам 7, сухарю 8 и хвостовику 9. Хвостовик прижимается к поводковому пальцу II. Таким образом, окружное усилие Ро делится на равные части между обоими хвостовиками, и в каждый момент времени горизонтальные составляющие взаимно уравновешиваются, так как они направлены в противоположные стороны и равны между собой. Более компактная конструкция двуплечего хомутика - гидравлического действия.
Поводковые патроны. На круглошлифовальных станках применяют поводковые и консольные патроны. Для привода вала на центровых круглошлифовальных станках применяют самозажимные патроны плавающего типа (рис. 3.11).
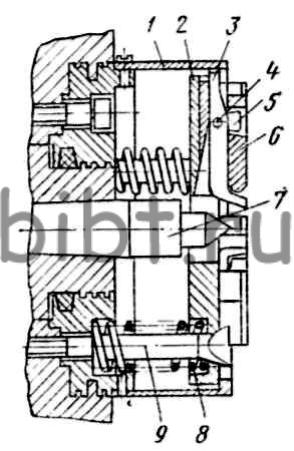
Рис. 3.11. Самозажимной плавающий патрон
При зажиме заготовка под действием центра задней бабки перемещается и упирается в концы рычагов 3. Планшайба 2, несущая три рычага 3 и три кулачка 6, перемещается влево, сжимая пружины 8. Одновременно рычаги 3 начинают поворачиваться на осях 4 и сухарями 5 смещают кулачки 6 к центру до тех пор, пока они не зажмут деталь. Смещение планшайбы в радиальном направлении, необходимое для надежного закрепления детали всеми тремя кулачками, обеспечивается за счет зазора между планшайбой и направляющими винтами 9. После зажима детали кулачками поворот рычагов прекращается и при дальнейшем движении заднего центра деталь досылается до переднего центра 7. При движении центра задней бабки вправо деталь выталкивается под действием пружин, рычаги 3 верхними плечами упираются в крышку 1 и поворачиваются против часовой стрелки, при этом кулачки 6 перемещаются от центра и освобождают деталь. Усилие трех пружин 8 обеспечивает перемещение детали в осевом направлении вправо на 10-15 мм от передней плоскости кулачков.