
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Жесткие оправки для обработки на круглошлифовальных станках. Разжимные, раздвижные оправки. Оправки с гидравлическим или гидропластовым зажимом.
Жесткие оправки. Такие оправки показаны на рис. 3.5. Деталь 4 надевают на оправку со стороны приемного конуса 1, продвигают ее по цилиндрической части 2 и заклинивают на конусе 3, для чего ударяют левым торцом оправки о деревянную подкладку (рис. 3.5,а). Если отверстие детали неточно, то ее закрепляют по торцу.
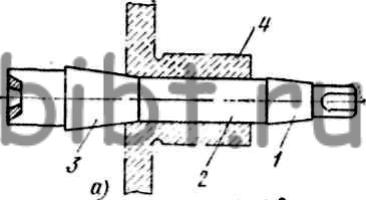
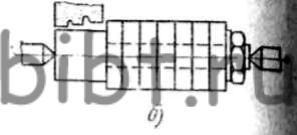
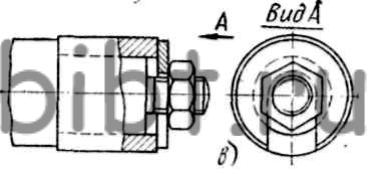
Рис. 3.5. Жесткие-оправки:
а - установка по конусу, б - с закреплением по торцу, в - с подкладной шайбой
При обработке коротких деталей на одну оправку можно насадить несколько деталей (рис. 3.5, б), закрепив их гайкой. Если диаметр гайки меньше диаметра отверстия обрабатываемых деталей, под гайку подкладывают разрезную шайбу (рис. 3.5, б). Для освобождения детали гайку слегка ослабляют, шайбу удаляют, а деталь снимают с оправки через гайку. У таких оправок резьбу выполняют с крупным шагом.
Конусность оправки зависит от длины детали. Чем длиннее отверстие, тем меньше должна быть конусность оправки, и наоборот. Это облегчает закрепление и снятие детали. В целях сокращения вспомогательного времени при работе используют две оправки. В то время как на одной ведется обработка, на другой закрепляют детали.
Разжимные оправки. При обработке тонкостенных деталей применение жестких оправок может вызвать искажение формы деталей, в этих случаях применяют разжимные оправки. У оправок (рис. 3.6) цанга 2 с продольными прорезями, перемещаясь с помощью гайки 5 по конусу 3, упруго разжимается и закрепляет деталь 4. Штифт 6 удерживает ее от поворота, а гайка 1 служит для отжатия при снятии детали.
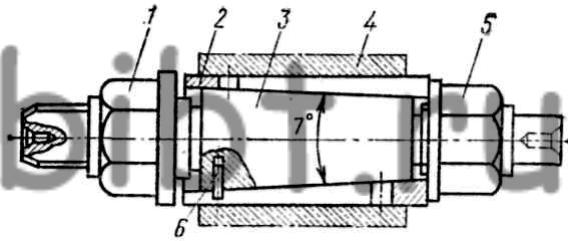
Рис. 3.6. Разжимная оправка
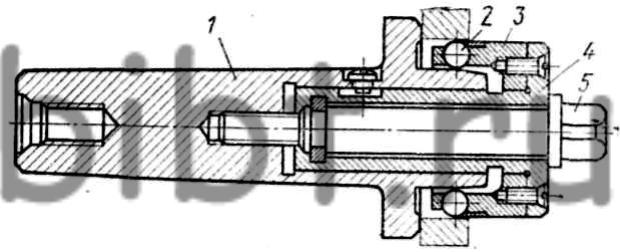
Рис. 3.7. Раздвижная оправка
Раздвижные оправки. Оправка для коротких деталей показана на рис. 3.7. В сепараторе 3 имеется шесть отверстий с шариками 2 диаметром 6-10 мм, находящимися в контакте с конусом корпуса оправки 1. Осевое перемещение сепаратора в оправке производят винтом 5 через скользящую втулку 4, к которой прикреплен сепаратор. При перемещении и раздвижении шариков деталь центрируется и одновременно поджимается к осевому упору. Для точного центрирования необходимо, чтобы шарики не отличались по диаметру больше чем на 2 мкм, а установочный и центрирующий конусы были соосны. На шариковых оправках можно зажимать детали с разницей в диаметре до 5 мм.
Оправки с гидравлическим или гидропластовым зажимом. Детали с погрешностями формы отверстия легче и точнее центрируются по оправке (рис. 3,8). В такие оправки зажимают деталь вследствие деформирования тонкостенного цилиндра, находящегося под равномерным давлением изнутри. Для создания давления используется жидкость или пластмасса. Оправки подразделяются на два типа: А и Б. Оправки типа А для деталей диаметром 20-40 мм, оправки типа Б - свыше 40 мм. На корпус напрессована втулка 2 и центрирующая втулка 4, которая стопорится винтом 6. Пространство между корпусом и втулкой заливают гидропластом 5. Усилие зажима передается плунжером 3 через винт 1. В оправках типа А есть отверстие для выхода воздуха, которое перекрывается прокладкой 8 и винтом 7.
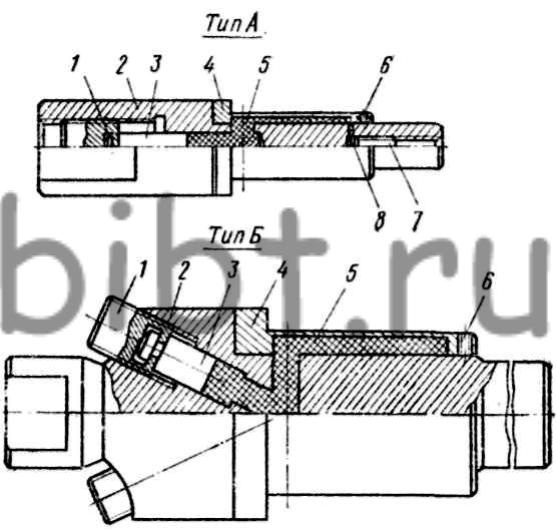
Рис. 3.8. Оправка с гидропластом
Точность центрирования оправки с гидропластом зависит от точности изготовления корпуса и втулки. Корпус изготовляют из стали 20Х с последующей цементацией и закалкой до твердости HRC 55- 58. Параметр шероховатости центровых отверстий оправки не ниже Ra=0,63-:-0,32 мкм. Биение контрольных поясков и посадочного диаметра не более 2 мкм. Для оправок диаметром до 40 мм втулку изготовляют из стали 40Х с последующей закалкой до твердости HRC 35-40, для оправок свыше 40 мм - из стали У7 с закалкой до твердости HRC 33-35. Окончательно оправку шлифуют после заливки гидропласта с небольшим поджатием его плунжером 3. Биение по контрольным пояскам и посадочному диаметру оправки не более 2-5 мкм. Корпус оправки может одновременно служить и поводком, который заменяет хомутик.