
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
4.4. Механизация загрузки и разгрузки деталей при бесцентровом врезном шлифовании. Механизм автоматической загрузки валиков. Механический укладчик многоступенчатых валиков при двухкруговой наладке.
При бесцентровом врезном шлифовании ручная загрузка и разгрузка обрабатываемых деталей неудобна и небезопасна. Поэтому важно механизировать эти работы.
Типовые примеры механизации.
В начале цикла шлифования, когда ведущий круг 3 отведен для разгрузки готовой детали (рис. 4.18, а), столбик из заготовок удерживается в желобе 1 крючком 6, а подготовленная к шлифованию деталь 5 - пружинным упором 4. При подходе бабки ведущего круга (рис. 4.18, б) крючок 6 отжимает упор 4 и проталкивает деталь на опорный нож. Одновременно штырь 7 отводит крючок 6, и столбик деталей опускается до упора в крючок 2.
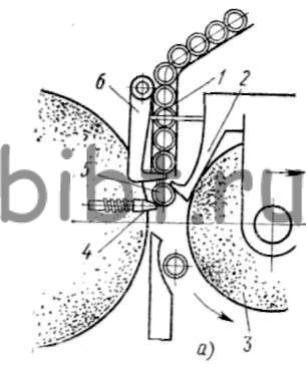
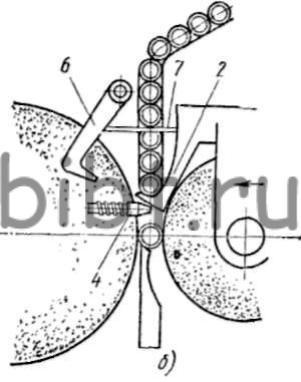
Рис. 4.18. Механизм автоматической загрузки валиков
После окончания цикла шлифования бабка ведущего круга отходит, обработанная деталь скатывается с ножа вниз, нижняя деталь из желоба падает на опорный нож и цикл повторяется.
Валик сложной формы (рис. 4.19) помещают на укладчик 1, который действием гидравлического цилиндра 2 посредством рычагов опускает деталь на опорный нож 5.
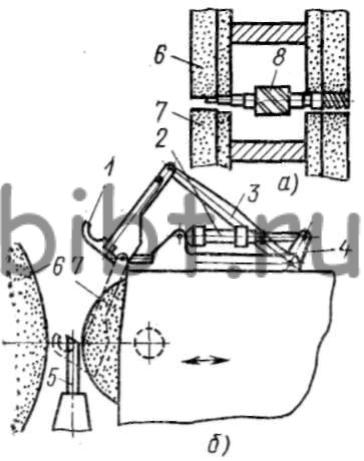
Рис. 4.19. Механический укладчик многоступенчатых валиков при двухкруговой наладке:
а - схема наладки, б - механизмы загрузки, 1 - укладчик, 2- гидравлический цилиндр, 3, 4 - рычаги, 5 - опорный нож, 6 - шлифовальные круги, 7 - ведущие круги, 8 - шлифуемая деталь
После окончания цикла шлифования укладчик снимает шлифованную деталь с ножа. Работа гидравлического цилиндра увязана с циклом шлифования и движением бабки ведущего круга.
На операции одновременного шлифования двух разобщенных шеек (рис. 4.20) обрабатываемая деталь 1 типа крестовины из загрузочного лотка 3 ползуном 2 опускается на опорный нож 6. После окончания обработки ползун 2 поднимает деталь 1 до встречи с отсекателем 4. Последний сбрасывает деталь в приемный желоб 5.
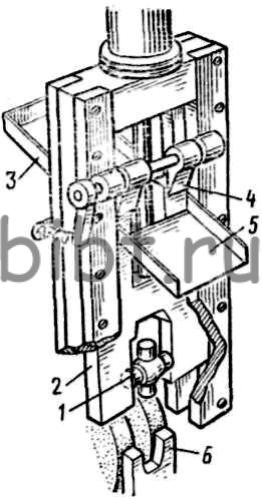
Рис. 4.20. Автоматическая загрузка обрабатываемой крестовины для шлифования двух разобщенных шеек:
1 - обрабатываемая деталь, 2-ползун, 3 - загрузочный лоток, 4 - отсекатель, 5 -приемный желоб, 6 - опорный нож