
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Бесцентровое врезное шлифование гильз на жестких опорах. Устройство для шлифования гильз на жестких опорах.
Способ шлифования на жестких опорах применяется для обработки тонкостенных деталей, он позволяет исправлять отклонения от соосности наружного и внутреннего диаметров, восстанавливать равностенность втулок, гильз и других полых деталей типа колец. Основное отличие этого способа состоит в том, что заготовка в процессе шлифования базируется не наружной поверхностью на опорном ноже, а внутренней цилиндрической поверхностью на неподвижных опорах. Для этого на бесцентрово-шлифовальном станке вместо суппорта с опорным ножом установлен кронштейн с оправкой 5 (рис. 4.17, а), на которой закреплены жесткие опоры 3. Обрабатываемая деталь 4 с помощью ведущих роликов 2 поджимается и вращается на этих опорах. Шлифовальный круг 1 поджимает деталь к опоре 3 и копирует в процессе шлифования наружного диаметра внутреннюю цилиндрическую поверхность, исправляя этим разностенность.
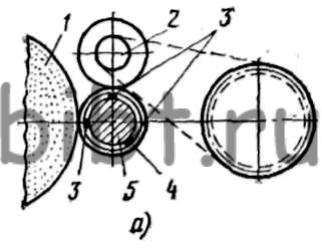
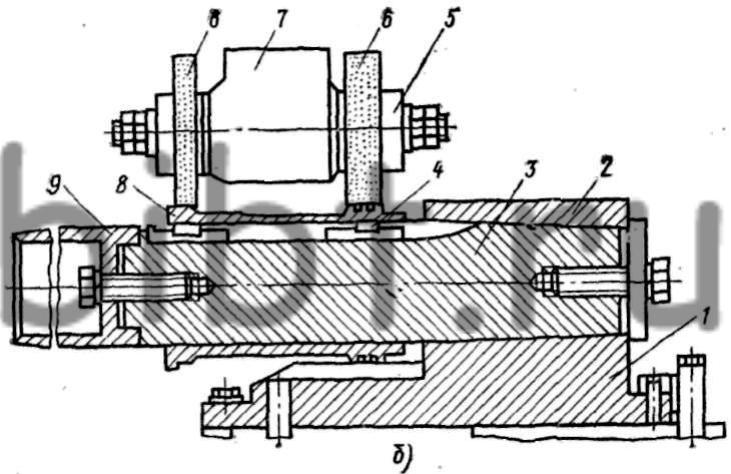
Рис. 4.17. Бесцентровое шлифование гильз на жестких опорах:
а- схема шлифования гильз на жестких опорах, б - устройство для шлифования гильз на жестких опорах
Шлифование на жестких опорах показано на примере обработки автомобильной гильзы (рис. 4.17, б). На столе подвижной бабки ведущего круга закреплена плита 1, несущая кронштейн 2 с оправкой 3. Вдоль оси оправки выполнены три продольных паза, в которых закреплены твердосплавные (ВК8) жесткие опоры 4. Опоры по длине оправки располагаются двумя поясками соответственно шлифуемым поверхностям. Для обеспечения безопасности рабочего и облегчения установки обрабатываемой детали 8 к оправке закреплен направляющий стакан 9 с заходным конусом, вынесенный за пределы рабочей зоны станка. На той же плите расположена стойка, на которой смонтирован узел 7 вращения ведущих роликов. В корпусе на оси 5 закреплены два ведущих абразивных ролика 6. Ролики изготовляют из электрокорунда нормального на вулканитовой связке твердостью Т. Вращение роликов осуществляется от привода вращения ведущего круга.
Для плавности и легкости вращения гильзы на жестких опорах необходимо, чтобы твердосплавные контактные участки жестких опор имели минимальный параметр шероховатости не выше Ra = 0,15 мкм. Лучше всего эти контактные участки доводить алмазной пастой.
В процессе шлифования разностенность гильз уменьшается от 50-250 до 10-20 мкм. Простота наладки и установки гильзы на станок позволила повысить производительность операции примерно в два раза по сравнению со шлифованием на центровых круглошлифовальных станках.
При врезном шлифовании можно одновременно шлифовать шейку и торец. Для этого ведущий круг достаточно наклонить на 0,5° и снять упор, ограничивающий перемещение заготовки. Для подобных наладок необходимо станок оборудовать приспособлением для правки торца шлифовального круга. Припуск со стороны торца не следует допускать более 0,1 мм.