
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
4.5. Подготовка станка для бесцентрового круглого наружного шлифования к работе. Установка ведущего шлифовального круга. Правка шлифовального и ведущего кругов.
Установка шлифовального круга. Шлифовальный круг собирают на фланцах, балансируют и монтируют на шпинделе шлифовальной бабки.
Установка ведущего круга. Ведущий круг может быть установлен на фланцы без снятия их со станка; балансировке ведущий круг не подвергается.
Для уменьшения влияния величины припуска на точность базирования детали рекомендуется ведущий круг устанавливать так, чтобы торец его отстоял от торца шлифовального круга на величину S/2: S = πd tg α, где d - диаметр детали, мм; α - угол наклона ведущего круга, град.
Если торец ведущего круга выступает за торец шлифовального круга (рис. 4.23, а), деталь будет базироваться по нешлифованной поверхности А. По мере снятия припуска с большей части детали базирующей становится шлифованная поверхность В. В момент смены базы возможны перекосы и потеря точности детали. За один оборот деталь проходит в осевом направлении путь S/2, следовательно, каждая точка детали движется по винтовой линии с шагом S/2. Точка а, находящаяся в данный момент в контакте со шлифовальным кругом (рис. 4.23, б), через 0,5 оборота войдет в контакт с ведущим кругом в точке d' пройдя за это время в осевом направлении путь S/2. Следовательно, для обеспечения базирования детали все время по одной поверхности следует сместить торец ведущего круга на величину, равную половине шага S/2. В этом случае будут исключены погрешности, связанные со сменой баз.
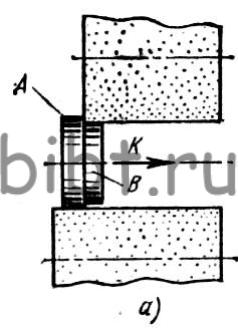
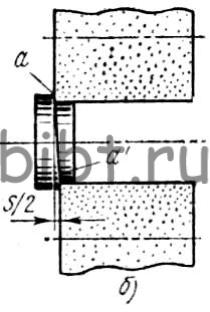
Рис. 4.23. Схема установки кругов:
а - торец ведущего круга выступает за торец шлифовального круга, б - торец ведущего круга смещен от торца шлифовального круга на величину s/2.
На станках с широкими кругами применяют ведущие круги большей высоты, чем шлифовальные. В этих станках ведущий круг выступает за шлифовальный как с передней, так и с задней стороны.
Предварительная правка шлифовального и ведущего кругов.
Перед правкой необходимо установить в нулевое положение следующие узлы станка: поворотную часть бабки ведущего круга, устройства для правки ведущего и шлифовального кругов и регулирующую линейку устройства для правки ведущего круга. Правку обоих кругов производят после отсоединения копирных линеек от пинолей правящих устройств, расположенных на бабке шлифовального и ведущего кругов. Шлифовальный круг правят до тех пор, пока не будет выведено его биение по периферии.
После предварительной правки шлифовальный круг подвергают вторичной балансировке, так как после правки в предварительно хорошо отбалансированном круге может снова возникнуть дисбаланс, приводящий к вибрациям станка, нагреву подшипников, что ухудшает качество обработки.
Установка наклона оси ведущего круга к оси шлифовального круга. Для установки требуемого угла а наклона ведущего круга на верхней части бабки освобождают гайки, поворотный корпус бабки поворачивают до совмещения указателя с заданным по технологической карте углом а на шкале, находящейся на неподвижной части корпуса. После этого гайки затягивают.