
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Установка опорного ножа для бесцентрового круглого наружного шлифования. Номограмма для расчета бокового зазора между кругом и опорным ножом. Проверка параллельности ножа к оси шлифовального круга.
В отличие от шлифования на центровых станках, где положение оси детали, установленной в центрах станка, в процессе шлифования остается неизменным по отношению к шлифовальному кругу, при бесцентровом шлифовании обрабатываемая поверхность, являясь одновременно и базой, меняет положение своей оси по отношению к оси шлифовального круга. Поэтому большое влияние на форму и размеры детали оказывает положение ее в зоне шлифования, зависящее от установки опорного ножа.
Рассмотрим случай, когда ось детали 2, установленной на ноже 3, совпадает с линией центров кругов 1 и 4 (рис. 4.24, а).
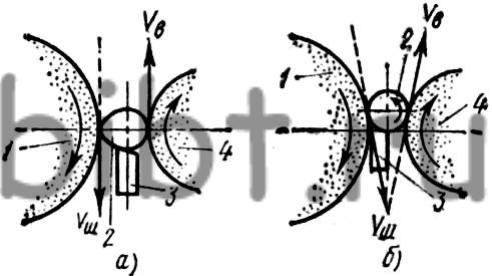
Рис. 4.24. Влияние высоты расположения опорного ножа на геометрическую точность шлифуемой поверхности
Направления векторов скоростей кругов показаны стрелками (vш - шлифовального круга, vв - ведущего круга). Если провести касательные в точках контакта детали с кругами, то деталь будет как бы вращаться между параллельными плоскостями. При этом даже деталь, имеющая в сечении правильную окружность, может получаться с огранкой. Вместе с тем овальность при таком положении детали хорошо исправляется, Искажение формы детали получается и при наличии радиального биения кругов. В случае шлифования детали с трехгранной исходной формой, у которой все диаметральные размеры равны, первоначальная гранность не будет устраняться, а будет воспроизводиться, так как такой валик будет шлифоваться только по вершинам граней.
Если ось детали 2, установленной на ноже 3, расположена выше или ниже линии центров кругов 1 и 4, то рабочая зона станка будет иметь V-образную форму (рис. 4.24, б), способствующую исправлению погрешностей геометрической формы в процессе обработки.
Чем больше величина превышения h центра детали над линией центров кругов, тем быстрее исправляется гранность, но значительно хуже исправляется овальность. Поэтому при выборе величины h следует исходить из условия исправления как трехгранности, так и овальности. Большинство деталей все же устанавливают выше линии центров, за исключением длинных тонких деталей типа прутков, центр которых ниже линии центров.
Для станков с широким кругом рекомендуются следующие значения h:
| Диаметр детали, мм | 10 | 20 | 30 | 40 | 50 |
| Значения h, мм | 5-6 | 6-7 | 7-8,5 | 8-10 | 9-11,5 |
| Диаметр детали, мм | 60 | 70 | 80 | 90 | 100 |
| Значения h, мм | 10-13 | 11-14 | 11-16 | 12-17 | 13-13 |
Перед установкой опорного ножа необходимо найти линию центров шлифовального и ведущего кругов, определяемую следующим образом.
Сначала выключают вращение шлифовального и ведущего кругов. Затем берут шлифованный валик с диаметром, соответствующим диаметру детали, и пропускают его между кругами. Круги сближают до тех пор, пока валик не повиснет между ними. При легком нажатии валик должен проваливаться. Точки касания детали с кругами при этом будут лежать на линии центров.
После того как точка касания на шлифовальном круге будет отмечена, опорный нож устанавливают в предварительно очищенный паз суппорта и слегка закрепляют. Зазор между шлифовальным кругом и боковой поверхностью ножа выбирается по номограмме (рис. 4.25).
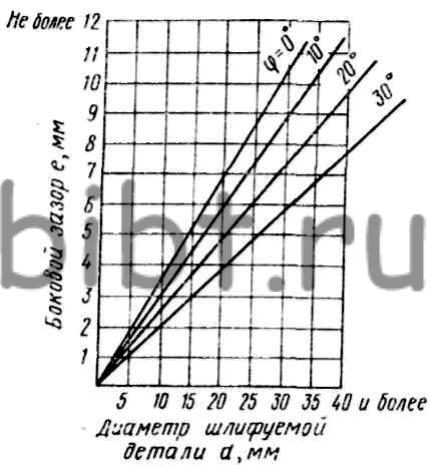
Рис. 4.25. Номограмма для расчета бокового зазора между кругом и опорным ножом
Расстояние от линии центров до рабочей кромки ножа рассчитывается по формуле h1 = K(d/2)=h + K1e, где d- диаметр обрабатываемой детали, мм; h - превышение центра детали относительно линии центров кругов, мм; е - боковой зазор между режущей поверхностью шлифовального круга и боковой поверхностью ножа (рис. 4.25), К и K1 - коэффициенты (табл. 4.7).
Таблица 4.7. Коэффициенты К и К1
| Угол скоса ножа, град | К | K1 |
| 0 | 1 | 0 |
| 10 | 0,84 | 0,18 |
| 20 | 0,70 | 0,36 |
| 30 | 0,58 | 0,58 |
| 40 | 0,47 | 0,84 |
Параллельность ножа оси шлифовального круга проверяют пробным шлифованием. Если нож установлен параллельно оси круга, деталь будет вращаться без продольного перемещения. Если деталь начнет перемещаться вдоль ножа, значит нож установлен непараллельно. В зависимости от того, в какую сторону наклонен нож, деталь будет двигаться либо вперед, либо назад. В этом случае надо выверить параллельность ножа с помощью прокладок, подкладывая их под нож или суппорт. После выверки целесообразно измерить вылет ножа на переднем и заднем концах и при очередной смене устанавливать его на ту же высоту.