
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава 5
ОБРАБОТКА НА ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ
5.1. Технологические особенности обработки на внутришлифовальных станках. Основные схемы шлифования, применяемые на внутришлифовальных станках.
Обработка отверстий на внутришлифовальных станках имеет следующие особенности.
1. Значительно увеличивается поверхность контакта шлифовального круга с обрабатываемой поверхностью и ухудшается подвод охлаждающей жидкости по сравнению с круглым наружным шлифованием, из-за чего возрастает тепловыделение и опасность прижогов.
2. Диаметр шлифовального круга ограничивается размером обрабатываемого отверстия. Малый диаметр шлифовального круга приводит к его быстрому изнашиванию и необходимости частой правки.
3. Сравнительно большой вылет шлифовального шпинделя и его малый диаметр (ограниченный диаметром круга) значительно снижает жесткость системы и приводит к упругим отжатиям и ограничению режимов шлифования для получения точных поверхностей.
Указанные особенности ограничивают применение внутреннего шлифования.
Основными технологическими преимуществами внутреннего шлифования являются возможности исправления исходных погрешностей геометрической формы и положение оси отверстия, обработки за один установ отверстия и торца с обеспечением высокой точности их взаимного расположения, обработки глухих, фасонных, конических и некруглых отверстий.
Внутришлифовальные станки разделяют на три группы (рис. 5.1).
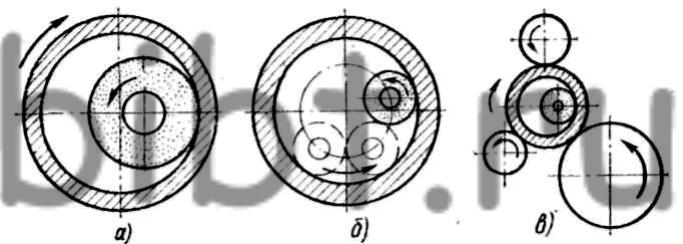
Рис. 5.1. Основные схемы шлифования, применяемые на внутришлифовальных станках
1. Станки обычного типа, у которых вращается обрабатываемая деталь и шлифовальный круг, а продольные и поперечные подачи осуществляются перемещением шлифовального шпинделя или передней бабки (рис. 5.1, а).
2. Станки планетарного типа, у которых обрабатываемую деталь (обычно крупногабаритная) устанавливают неподвижно на столе станка, а шлифовальный круг совершает одновременно вращательное движение вокруг своей оси и планетарное - вокруг оси обрабатываемого отверстия (рис. 5.1, б).
3. Бесцентрово-внутришлифовальные станки, у которых обрабатываемая деталь вращается тремя роликами, один из которых является ведущим и вращает деталь (рис. 5.1, в). Эти станки целесообразны для шлифования тонкостенных деталей типа гильз и колец шарикоподшипников, где шлифуемое отверстие должно копировать форму наружного диаметра и этим обеспечить равностенность полой обрабатываемой детали.