
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
5.2. Шлифование отверстий на внутришлифовальных станках. Припуск на шлифование отверстий (по диаметру). Примеры выбора диаметра и длины шпинделя круга.
Отверстия на внутришлифовальных станках обрабатываются на проход и врезанием. Врезной способ (без продольных подач) используют при обработке коротких, фасонных и глухих отверстий, не имеющих канавки для выхода круга. Во всех остальных случаях применяют шлифование на проход, обеспечивающее более высокую точность и меньший параметр шероховатости поверхности.
Примеры обработки отверстий на внутришлифовальных станках показаны на рис. 5.2.

Рис. 5.2. Схемы шлифования на внутришлифовальных станках
При шлифовании на проход обработка, как правило, ведется в одну операцию. В серийном и массовом производстве на внутришлифовальных станках обеспечивается точность обработки по 6-7-му квалитетам и с параметрами шероховатости поверхности Ra=1,2-:-2,5 мкм. При длительном выхаживании достигается параметр шероховатости поверхности Rа=0,4-:-0,6 мкм. Учитывая малую жесткость шпинделя шлифовальной головки и малый диаметр круга, необходимо на операциях внутреннего шлифования снимать минимальные припуски (табл. 5.1). Диаметр круга выбирается наибольший, допустимый диаметром обрабатываемого отверстия.
Таблица 5.1. Припуск на шлифование отверстий (по диаметру), мм
| Диаметры отверстий, мм | Длина отверстия, мм | |||||
| до 25 | 25-50 | 50-100 | 100-150 | 150-200 | 200-300 | |
| До 10 | 0,07-0,1 | 0,10-0,12 | - | - | - | - |
| 10-18 | 0,12-0,15 | 0,12-0,15 | 0,15-0,18 | - | - | - |
| 18-30 | 0,12-0,15 | 0,15-0,18 | 0,18-0,22 | 0,20-0,25 | - | - |
| 30-50 | 0,18-0,22 | 0,22-0,27 | 0,25-0,30 | 0,25-0,30 | 0,30-0,35 | 0,40-0,50 |
| 50-80 | 0,20-0,25 | 0,25-0,30 | 0,25-0,30 | 0,35-0,40 | 0,40-0,45 | 0,45-0,55 |
| 80-120 | 0,25-0,30 | 0,25-0,30 | 0,30-0,35 | 0,40-0,45 | 0,45-0,50 | 0,50-0,60 |
| 120-180 | 0,30-0,35 | 0,35-0,40 | 0,40-0,45 | 0,45-0,50 | 0,55-0,60 | 0,50-0,65 |
| 180-250 | 0,40-0,45 | 0,45-0,50 | 0,45-0,50 | 0,50-0,55 | 0,60-0,65 | 0,65-0,75 |
| Свыше 250 | 0,40-0,50 | 0,50-0,55 | 0,50-0,55 | 0,50-0,60 | 0,60-0,70 | 0,65-0,75 |
Соотношение между диаметром круга и диаметром шлифуемого отверстия детали приведено ниже.
Диаметр шлифуемого отверстия детали, мм |
до 30 | 30-80 | 80-125 | 125-160 | 160-200 | 200-250 |
Отношение диаметра шлифовального круга к диаметру отверстия детали |
0,95 | 0,9 | 0,85-0,8 | 0,75 | 0,7 | 0,65 |
Высота (ширина) круга выбирается в зависимости от длины обрабатываемого отверстия.
Длина шлифования, мм |
10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 80 |
Высота круга, мм |
8 | 10 | 13 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
Для малых отверстий (до 30 мм) диаметр шлифовального круга выбирается на 1,5-3 мм меньше диаметра шлифуемого отверстия. Это обусловлено увеличением режущей поверхности инструмента и стремлением применить наибольший диаметр шпинделя. При такой малой разнице между диаметром круга и отверстия образуется большая поверхность контакта круга с деталью, что приводит к концентрации тепла на обрабатываемой поверхности. При обработке материалов, склонных к прижогам и трещинам, с целью уменьшения тепловыделения применяют структурные и более мягкие круги, благодаря чему снижают скорости шлифования. Для отверстий диаметром свыше 200 мм диаметр круга в основном определяется диаметром шпинделя шлифовальной бабки.
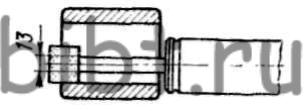
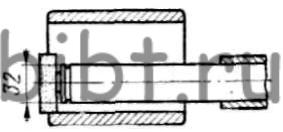
На качество и производительность шлифования оказывает значительное влияние выбор диаметра и консольного вылета шпинделя шлифовального круга. Примеры правильного и неправильного выбора диаметра и длины вылета шпинделя приведены в табл. 5.2.
Таблица 5.2. Примеры выбора диаметра и длины шпинделя круга
| Неправильно | Правильно |
Шпиндель слишком тонкий, склонен к упругим отжатиям. Производительность съема припуска уменьшается в несколько раз по сравнению с правильно выбранным диаметром шпинделя
|
Более жесткий шпиндель позволит применить увеличенный диаметр круга, благодаря этому увеличится производительность съема без упругих отжатий шпинделя
|
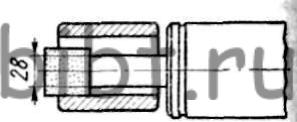
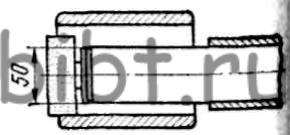
Вылет шпинделя слишком длинный, что приведет к снижению производительности съема припуска
|
Консольная часть шпинделя достаточно жесткая и длина его вылета обеспечивает необходимую глубину входа шлифовального круга в отверстие
|
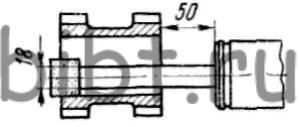
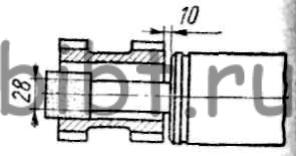
Уменьшенный диаметр и удлиненная консольная часть шпинделя приведут к снижению производительности съема припуска
|
Жесткий увеличенный диаметр шпинделя обеспечит производительный съем без упругих отжатий
|
При малой жесткости шпинделя станка увеличение скорости шлифовального круга особенно заметно влияет на повышение производительности, точности и снижение параметров шероховатости поверхности. Выбор скорости шлифовального круга ограничивается опасностью появления прижогов из-за большой поверхности контакта круга с деталью и трудностью подвода охлаждающей жидкости.
Рекомендуются следующие скорости шлифовального круга (м/с) при внутреннем шлифовании различных материалов: стали конструкционные и низколегированные - 30-60; стали высоколегированные, трудношлифуемые - 20-25; чугун - 20-30; твердый сплав-12- 20; цветные металлы - 20-30; стекло - 8-12; пластмассы и резина -15-20.
Скорость вращения детали должна составлять 0,015-0,03 от скорости шлифовального круга. При этом большие значения выбираются при шлифовании материалов, склонных к прижогам и трещинам. При шлифовании с продольной подачей величина перебега круга с каждой стороны должна быть равной 1/3, но не более 1/2 высоты круга. Круг из отверстия выводится лишь по окончании шлифования или для его правки.
Продольная подача обычно выбирается в долях высоты круга и не должна превышать 3/4 его высоты на один оборот детали.
Число двойных ходов стола и частота вращения детали не должны составлять передаточного отношения, равного целому числу.