
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Многопроходное шлифование. Схема наладки многопроходного шлифования. Расположение шлифовальных бабок на торцешлифовальных станках.
При многопроходном шлифовании стол станка получает быстрое вращение (в среднем 15-20 м/мин); вертикальная подача шлифовального круга (на врезание) осуществляется периодически на один или несколько оборотов стола. При однопроходном шлифовании стол станка медленно вращается (в среднем со скоростью 0,5-3,0 м/мин) и за один оборот стола снимается весь припуск.
Многопроходное шлифование, осуществляемое на малых глубинах резания, сопровождается значительно меньшими силами резания и тепловыделением по сравнению с глубинным шлифованием. Обрабатываемые детали, не требующие столь сильного зажима, как при глубинном шлифовании, меньше деформируют. Поэтому многопроходным шлифованием обеспечивается более точная обработка с получением параметров шероховатости поверхности Ra = 0,4-:-1,2 мкм. Схема наладки шлифования показана на рис. 6.13.
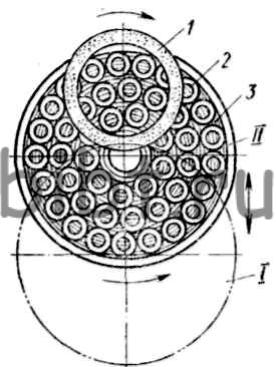
Рис. 6.13. Схема наладки многопроходного шлифования:
I - загрузочное положение, II - рабочее положение; 1 - шлифовальный круг, 2 - обрабатываемая деталь, 3 - стол станка
Наладка отличается простотой и универсальностью. Однако по производительности этот метод из-за больших затрат времени на установку, снятие и измерение обрабатываемых деталей значительно уступает однопроходному шлифованию. Многопроходное шлифование возможно лишь на одношпиндельных станках.
При однопроходном шлифовании в зависимости от заданного припуска, требований точности, шероховатости поверхности и производительности применяют станки с одной, двумя, тремя, четырьмя и пятью шлифовальными головками (рис. 6.14).
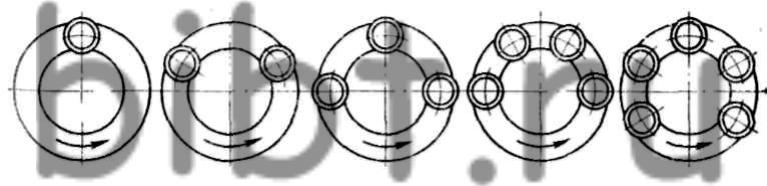
Рис. 6.14. Расположение шлифовальных бабок на торцешлифовальных станках для однопроходного шлифования
При этом загрузка, разгрузка и другие вспомогательные приемы выполняют за счет машинного времени обработки. При проектировании операции однопроходного шлифования необходимо учитывать, что снимаемый одним кругом припуск не должен превышать на предварительной обработке 0,7 мм и на окончательной обработке 0,3 мм, при этом параметр шероховатости поверхности обеспечивается не выше Ra =0,6 мкм.