
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Однопроходное шлифование. Обработка мелких деталей методом однопроходного шлифования. Обработка деталей с механическим зажимом.
Однопроходное шлифование сопровождается выделением и концентрацией в детали большого количества теплоты и поэтому этот метод не рекомендуется для тонкостенных деталей и труднообрабатываемых материалов, имеющих склонность к прижогам и трещинам.
Однопроходное шлифование требует многоместных наладок и прочного крепления обрабатываемых деталей; чаще применяют не электромагнитные устройства, а установочные приспособления с механическими зажимами. Метод однопроходного шлифования целесообразен для массового и серийного производства.
Для предупреждения прижогов шлифуемой поверхности лучше применять мягкие крупнозернистые круги на бакелитовой связке, а форму их выбирать, исходя из величины обрабатываемой поверхности.
Сплошной круг (рис. 6.15, а) применяют для шлифования прерывистых поверхностей: При значительной площади непрерывного соприкосновения с кругом следует брать круги с отверстиями или канавками (рис. 6.15, б); при шлифовании сплошных поверхностей необходимо использовать сегментные круги (рис. 6.15, б).
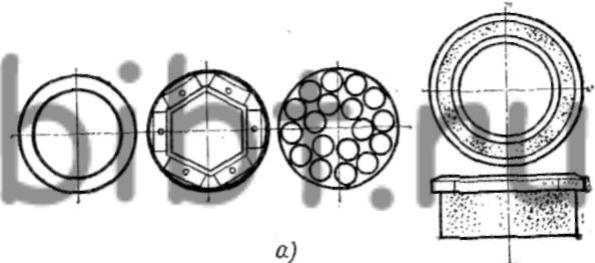
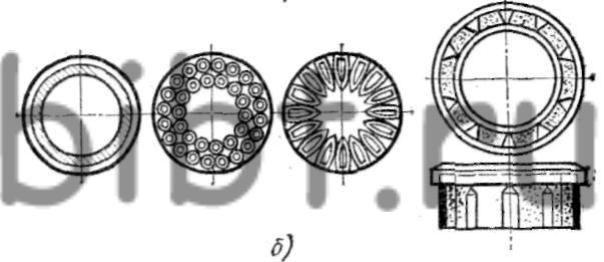
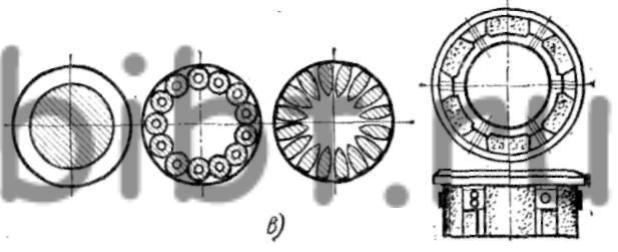
Рис. 6.15. Выбор формы круга в зависимости от площади и конфигурации шлифуемых деталей
В большинстве случаев шлифование ведется в условиях самозатачивания кругов.
Правку круга производят примерно раз в смену для выравнивания абразивной рабочей поверхности.
Правящим инструментом обычно служит набор металлических звездочек. На некоторых чистовых операциях круги правят алмазно-металлическим карандашом.
На рис. 6.16 показана обработка мелких деталей методом однопроходного шлифования на станке непрерывного действия. Электромагнитный зажим действует в рабочей зоне А, а в загрузочно-разгрузочной зоне Б зажим автоматически выключается. Оператор при вращении стола загружает детали через лоток 3. Поступая в зону А, детали зажимаются на магнитном столе 2 и шлифуются кругами 1. При выходе из рабочей зоны детали 5 освобождаются от зажима и сбрасываются в лоток 4. Весь припуск снимается за один оборот стола. Компенсацию изнашивания круг, контроль размеров, загрузки и разгрузки деталей производят без останова процесса шлифования.
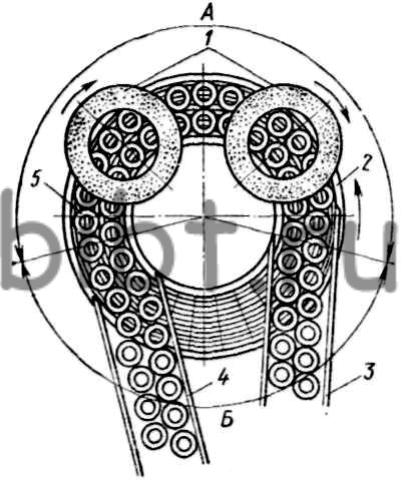
Рис. 6.16. Обработка мелких деталей методом однопроходного шлифования
При обработке деталей с прерывистыми поверхностями и снятии больших припусков, когда магнитным зажимом не обеспечивается надежное крепление, применяется механический зажим деталей.
Обработка деталей с механическим зажимом показана на рис. 6.17.
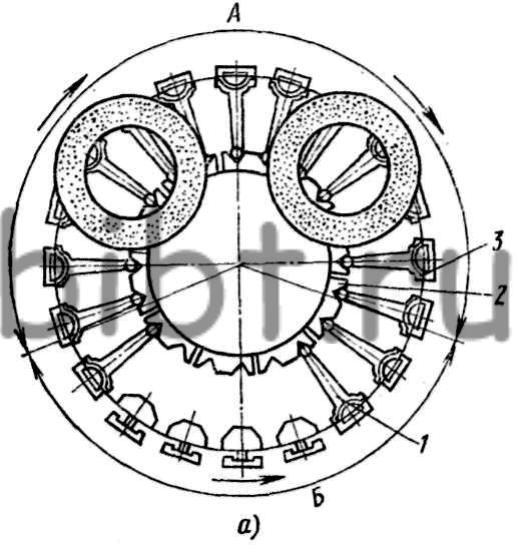
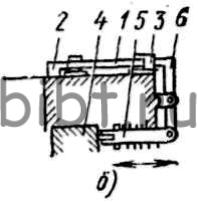
Рис. 6.17. Обработка деталей с механическим зажимом:
а - шлифование боковых сторон шатуна, б - механизм зажима деталей
На одном шпинделе установлен круг зернистостью 32, снимающий припуск 0,2 мм. На втором шпинделе круг имеет зернистость 25 и снимает припуск 0,1 мм на сторону. Отклонение от параллельности сторон после шлифования не превышает 0,06 мм. Параметр шероховатости обработанной поверхности Ra = 0,8-:-1,2 мкм. На столе станка монтируется многопозиционное приспособление с автоматическим зажимом деталей. Деталь 1 кладут на базовую площадку между призмой 2 и зажимной вилкой 3, действующей от копирного кольца 4 через систему рычагов 5 и 6. Копирное кольцо 4 закреплено на окружности стола; форма копирного кольца обеспечивает отход вилки 3 в загрузочной зоне Б и зажим вилкой обрабатываемой детали перед вступлением в рабочую зону А. Загрузку и разгрузку деталей производят вручную при непрерывном вращении стола за счет машинного времени обработки.