
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава 7
ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИИ ШЛИФОВАНИЯ
7.1. Технологические особенности профильного шлифования. Схемы профильного шлифования. Метод копирования. Метод огибания. Схемы работы профилешлифовальных станков с пантографом.
Профильным шлифованием называется обработка деталей по сложному контуру, который нельзя обработать простым движением круга простой формы. Кругами простой формы считают круги, у которых рабочая поверхность - цилиндр, конус или плоский торец. Профильное шлифование ведут методом копирования или огибания (табл. 7.1).
Таблица 7.1. Схемы профильного шлифования
| Станок | Метод | |
| копирование | огибание | |
Круглошлифовальный |
 |
 |
Бесцентрово-шлифовальный |
 |
- |
Плоскошлифовальный |
 |
 |
Профилешлифовальный |
- |  |
При методе копирования профиль шлифуемой поверхности детали полностью совпадает с профилем шлифовального круга, который специально профилируется в процессе правки.
При методе огибания профиль шлифуемой поверхности детали и круга не совпадает, а сложный контур на детали образуется как огибающая различных положений шлифовального круга простой формы.
Метод копирования наиболее распространен, он используется на различных типах шлифовального оборудования и обеспечивает высокую производительность. Наибольшая эффективность достигается применением для профилирования круга фасонных правящих алмазных роликов и копирных правящих устройств, расположенных на бабке шлифовального круга.
Для профильного шлифования методом огибания применяют специальные станки, у которых заданный профиль образуется огибанием детали по кругу или, наоборот, круга по детали. Типовым примером огибания детали по кругу является операция шлифования кулачков распределительного вала (рис. 7.1).
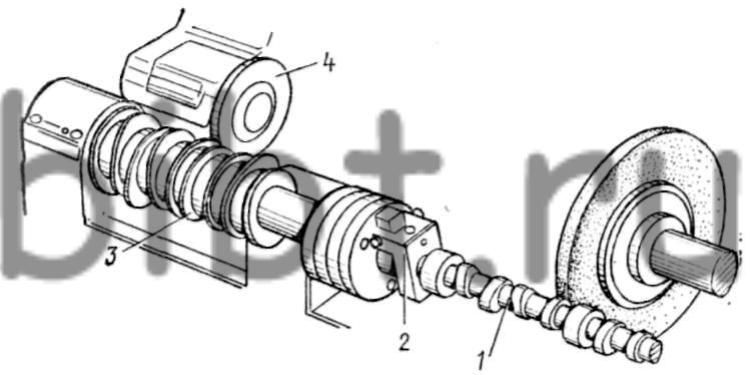
Рис. 7.1. Шлифование кулачков распределительного вала
Заданный профиль кулачка образуется совокупным действием вращения и качания обрабатываемого распределительного вала 1, который установлен в центрах круглошлифовального станка с качающимся столом. Копиры 3, расположенные на передней бабке, поочередно вступают в контакт с копирным роликом 4, и при вращении шпинделя передней бабки осуществляется качательное движение стола по программе, задаваемой профилем копира. Согласование углового положения кулачков и копиров обеспечивается хомутиком 2.
Профилешлифовальные станки, работающие по методу огибания кругом шлифуемого профиля детали, основаны на принципе копирования чертежа или шаблона и могут быть механического или оптического действия.
Механический профилешлифовальный станок с пантографом (рис. 7.2, а) имеет шаблон 1 и щуп 2, поступательное перемещение которого передается на шлифовальный круг 5 через пантограф 4 с уменьшением, а поворот щупа - в горизонтальной плоскости через вспомогательный двойной параллелограмм 3. Точность перемещения шлифовального круга определяется точностью изготовления шаблона и точностью передаточного отношения пантографа.
Движение продольной подачи sпр придано обрабатываемой детали 6. Настроечные перемещения sш.п и s ш.пр совершает шаблон.
Оптический профилешлифовальный станок с пантографом (рис. 7.2, б) работает по чертежу 1, выполненному в увеличенном масштабе 50: 1. Игла 2 перемещается пантографом 3 с передаточным отношением 1 : 50 и фиксируется микроскопом 4 с 25 кратным увеличением, закрепленным на другой тяге пантографа. Перекрестие микроскопа повторяет траекторию иглы, уменьшенную в 50 раз, т.е. соответствующую истинным размерам детали. В окуляре микроскопа (рис. 7.2, в) видны перекрестие окуляра, участок поверхности обрабатываемой детали и контур шлифовального круга. Перемещение иглы на чертеже из точки А в точку Б сопровождается перемещением перекрестия. Точку периферии шлифовального круга надо переместить из точки А в точку Б крестовым суппортом шлифовальной бабки.
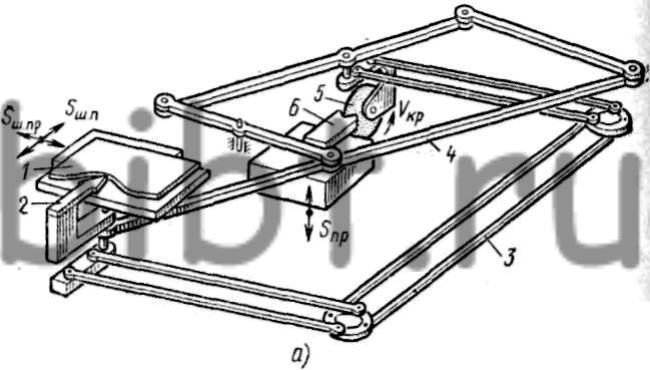
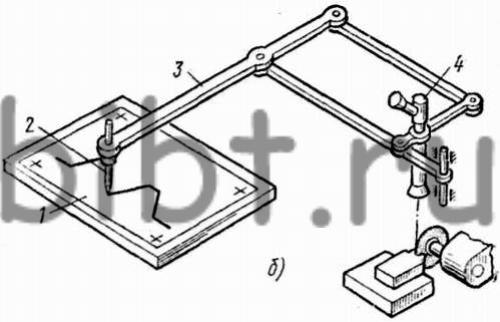
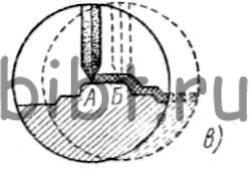
Рис. 7.2. Схемы работы профилешлифовальных станков с пантографом
Оптическая система профилешлифовального станка с экраном представляет собой проектор, дающий изображение детали и шлифовального круга с 50-кратным увеличением. На экран накладывается чертеж детали, выполненный на кальке в масштабе 50 : 1. Таким образом, на экране оператор видит поверхности заготовки, шлифовального круга и чертеж в одинаковом масштабе. Перемещая шлифовальный круг механизмом крестового суппорта, оператор ведет рабочую точку периферии круга по линии контура чертежа и, снимая припуск с детали, добивается совпадения ее профиля с чертежом.
Оптические профилешлифовальные станки позволяют шлифовать профили сложного очертания как у плоских, так и у круглых деталей с точностью 0,01-0,02 мм. Особенно целесообразны эти станки при обработке сложных профилей небольшого размера в единичном производстве.
На современных универсальных круглошлифовальных станках с ЧПУ можно осуществлять шлифование сложных профилей (рис, 7.3).

Рис. 7.3. Примеры профильного шлифования на круглошлифовальном станке с ЧПУ