
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Привязка инструментов на станке с контурной системой ЧПУ. Схема привязки инструмента при задании размеров в абсолютных значениях на станке с контурной системой ЧПУ.
Токарно-карусельные станки с контурными устройствами ЧПУ Н55-2 работают при задании размеров как в абсолютных значениях, так и в приращениях. У этих станков начало осей координат системы находится в правой верхней точке конца перемещения суппорта по поперечине (рис. 35) и называется «нулем» станка 0c.

Рис. 35. Система координат токарно-карусельного станка с контурным устройством ЧПУ Н55-2
С изменением положения поперечины по высоте изменяется и положение 0c относительно торцовой поверхности планшайбы. Выход супорта в положение нуля по оси X регистрируют для данного положения поперечины конечным выключателем.
При задании размеров в абсолютных значениях базы для начала отсчета размеров детали выбирают точно так же, как и при обработке позиционным устройством ЧПУ, т. е. за начало отсчета размеров детали по оси X принимают ее ось вращения, а по оси Z - любую точку, лежащую на оси вращения и совпадающую с поверхностью, являющейся базой для простановки чертежных размеров.
Для приведения начала отсчета координат отсчетной системы инструмента к точке, которая представляется наиболее подходящей для начала отсчета координат обрабатываемых поверхностей детали с точки зрения получения размеров согласно чертежу, удобства и наглядности при программировании, необходимо произвести сдвиг нуля станка - 0c так, чтобы режущие кромки резца были привязаны к началу отсчета размеров детали. После этого устройство ЧПУ будет давать отсчет координат точки 0и относительно точки 0 оси вращения планшайбы (рис. 36).
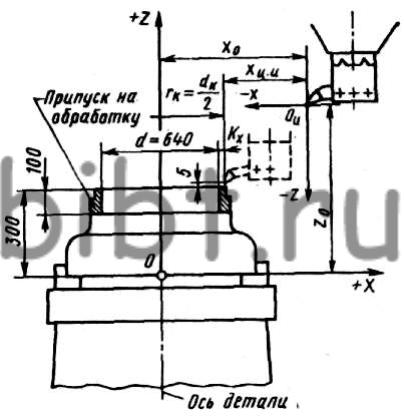
Рис. 36. Схема привязки инструмента при задании размеров в абсолютных значениях на станке с контурной системой ЧПУ
Суть привязки инструмента к детали и заключается в определении величин сдвига нуля 0с станка - х0 и z0. Порядок привязки по оси X при задании размеров в абсолютных значениях следующий:
1) нажать на панели «Пульт оператора» кнопки «Сброс коррекций» и «Сброс памяти», при этом на табло цифровой индикации устанавливается размер 000000;
2) проточить пробную контрольную цилиндрическую поверхность на детали в режиме «преднабор»;
3) не двигая суппорта по оси Х, записать показание табло цифровой индикации хц.и, т. е. координату режущей кромки резца при проточке относительно начала его отсчетной системы 0и при исходном положении суппорта;
4) измерить диаметр пробной проточки dк;
5) определить величину x0 сдвига нуля по оси X, суммируя величины радиуса пробной проточки rк= dк/2 и показания табло цифровой индикации хц.и (при этом величину радиуса в системе координат 0и принимают с минусом);
6) переключателем сдвига нуля по оси X на панели корректоров установить величину сдвига нуля по оси X, равную х0, со знаком «минус».
Поясним порядок привязки на примере.
Пример. Пусть диаметр пробной проточки оказался равным dк = 640,56 мм, при этом показание табло индикации было xц.п=-405,71 мм.
Тогда величина сдвига нуля по оси X равна х0= - (dк/2 )+хц.и= -320,28+(-405,71)=-725,99 мм.
Переключателями сдвига нуля по оси X устанавливаем величину -725,99 мм. Привязка резца по оси Z производится аналогично, и величина сдвига нуля по оси Z устанавливается переключателями сдвига нуля оси Z.
Управляющей программой, согласно чертежу, предусматривается обработка поверхности диаметром 640 на длине 100 мм (добавляем к ним запас на врезание еще 5 мм).
Пример программы обработки этой поверхности:
N001T01 М06 N002G27 M04 N003S010
N004G01X + 032000Z + 030500L20L21F3330 N005G01G95Z + 020000R + 000040 и т. д.
В кадре N004 коррекции L20 и L21 введены для случая обработки в несколько рабочих ходов, а также на износ резца и т. д. Кроме того, при обработке одним резцом нескольких классных поверхностей рекомендуется предусматривать отдельную коррекцию для каждой координаты, определяющей положение этих поверхностей.