
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Схема привязки инструмента при задании размеров в приращениях на станке с контурной системой ЧПУ.
При задании размеров детали в приращениях, программируя обработку детали, технолог определяет исходную точку для обработки резцом первоначальной поверхности детали (на рис. 37 это точка А). Предполагается, что резец обрабатывает диаметральную поверхность верхнего пояска. По оси X положение точки А определяют относительно оси детали, по оси Z - относительно торца, принятого за базовый.
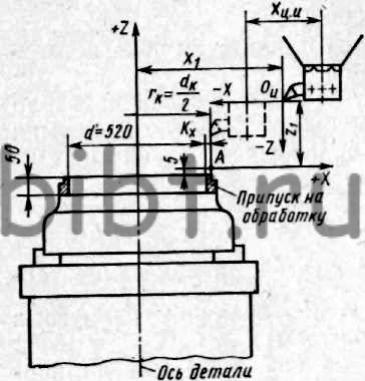
Рис. 37. Схема привязки инструмента при задании размеров в приращениях на станке с контурной системой ЧПУ
Суть привязки резца к детали состоит в определении координат х1 и z1 оси детали и базового торца относительно начала отсчетной системы резца 0и.
Последовательность привязки по оси X следующая:
1) нажать на пульте оператора устройство кнопки «Сброс коррекции» и «Сброс памяти» (при этом на табло цифровой индикации загорится размер 0000,00);
2) проточить контрольный поясок на детали в режиме «Преднабор»;
3) не сдвигая суппорта по оси X, записать показание табло индикации по оси Х, т. е. полученную при проточке контрольного пояска координату точки А режущей кромки резца относительно начала его отсчетной системы 0и (при исходном положении суппорта в 0с);
4) измерить диаметр контрольного пояска dк;
5) определить координату оси детали х1 относительно начала отсчетной системы резца 0и, суммируя величины радиуса контрольного пояска rк = dк/2 и показания табло цифровой индикации xц.и (при этом величину радиуса в системе координат 0и принимают с минусом);
6) определить величину коррекции Кх по оси X, вычитая из полученной суммы размер радиуса поверхности к = d/2, протачивание которой предусматривается программой (радиус принимают с минусом);
7) переключателями корректора, номер которого указан в кадре и карте наладки, набрать полученную величину коррекции Кх со знаком минус.
Точно так же определяют величину коррекции по оси X и для других резцов, входящих в наладку, путем поочередного подвода их до касания с проточенным контрольным пояском.
Поясним это на примере.
Пример. Диаметр контрольного пояска после измерения dк = 522,08 мм. Показание табло индикации хц.и = -464,95.
Величина координаты x1 оси детали относительно 0и составит
х1 = xц.и+(-dк/2) = -464,95 - 261,04 = -725,99 мм.
Управляющей программой предусматривается согласно чертежу протачивание поверхности диаметром 520 мм на длине 50 мм (добавляем к ним на врезание еще 5 мм). Пример программы обработки;
N001T01M06
N02М04
N003S011
N004G01X - 000000Z - 000000L20L21F3330
N005G01 G95 Z -005500 R + 000020
и т. д.
Величина коррекции Кх на сдвиг 0и по оси X, вводимая в кадре № 4 коррекцией L 20, должна составлять Кх = х1 - (- 520/2)= - 725,99 + 260 = - 465,99 мм.
Эта величина перед пуском программы набирается переключателями корректора L20 на пульте коррекции устройства ЧПУ.
При привязке инструмента к детали по оси Z протачивается контрольная торцовая поверхность и определяется ее положение относительно базовой торцовой поверхности детали - основания детали или ее верхнего торца. В остальном привязка по оси Z аналогична привязке по оси X. После определения величины коррекции по оси Z ее набирают переключателями корректора, номер которого соответствует номеру коррекции по оси Z карты наладки. В приведенном примере это L21.