
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка золотника
Технологический маршрут обработки золотника
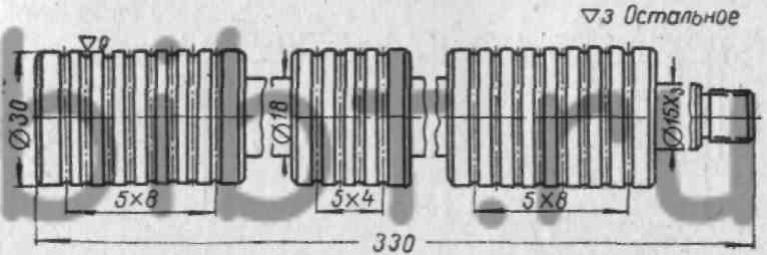
Конструкции золотников весьма разнообразны, они выполняются гладкими и с кольцевыми канавками, с хвостовиками и без хвостовиков, со сквозными отверстиями и без отверстий, с двумя или тремя бочками в зависимости от примененя в двух- или трехпозиционных распределителях.
Золотники изготовляются из стали 40Х и подвергаются общей или поверхностной закалке на твердость Rc> 40. После закалки они шлифуются, а бочки золотника притираются по золотниковой втулке, запрессованной в корпус распределителя.
Таблица 59 Технологический маршрут обработки золотника
Наименование и содержание операции |
Оборудование или рабочее место |
Отрезная. Отрезать от проката диаметром 40 мм заготовку длиной 355 мм |
Отрезная пила |
Центровальная. Центровать с двух концов |
Центровальный станок |
Токарная. Обточить по диаметрам 30 и 15 мм с припуском 1,3 -0,14 мм на диаметр. Остальные поверхности обточить по размеру чертежа |
Токарный станок |
Термическая. Закалка из соляной ванны и отпуск на твердость HRC =40 |
Термическое отделение |
Шлифовальная. Шлифовать шейки диаметром 15Х3 и бочки по диаметру 30 мм с припуском 0,7 -0,14 мм на диаметр |
Круглошлифовальный станок |
Термическая. Отпуск в масле при температуре 200° в течение 2 час. |
Термическое отделение |
Шлифовальная. Шлифовать шейки диаметром 15Х3 по размеру чертежа и бочки по диаметру 30 мм с припуском 0,01—0,02 мм |
Круглошлифовальный станок |
Токарная. Притупить острые кромки и проверить резьбу плашкой |
Токарный станок |
Токарная. Притереть бочки золотника по диаметру 30 мм по отверстию золотниковой втулки, запрессованной в корпус с обеспечением зазора 8—10 мк |
Токарный станок |
Контрольная. Окончательная приемка |
Контрольная плита |
При притирке золотника стремятся достигнуть правильности геометрической формы (отсутствие овальности и конусности), шероховатости не ниже 9 класса и обеспечить зазор с золотниковой втулкой в пределах 8—10 мк. Проверяется это обычно таким образом: золотник должен плавно входить в отверстие золотниковой втулки под действием собственного веса.
В табл. 59 дан технологический маршрут обработки золотника трехпозиционного распределителя.