
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка вкладышей подшипников
Технологический процесс механической обработки вкладыша подшипника
В каждом подшипнике барабана имеется только один, нижний, вкладыш со сферической наружной поверхностью и внутренней поверхностью, залитой баббитом. Верхний вкладыш в конструкции вообще отсутствует, и подшипник закрывается просто крышкой, не соприкасающейся с цапфой барабана.
Вкладыш (фиг. 169) отливается из серого чугуна СЧ 18—36. Чистый вес вкладыша с баббитовой заливкой составляет 1320 кг.
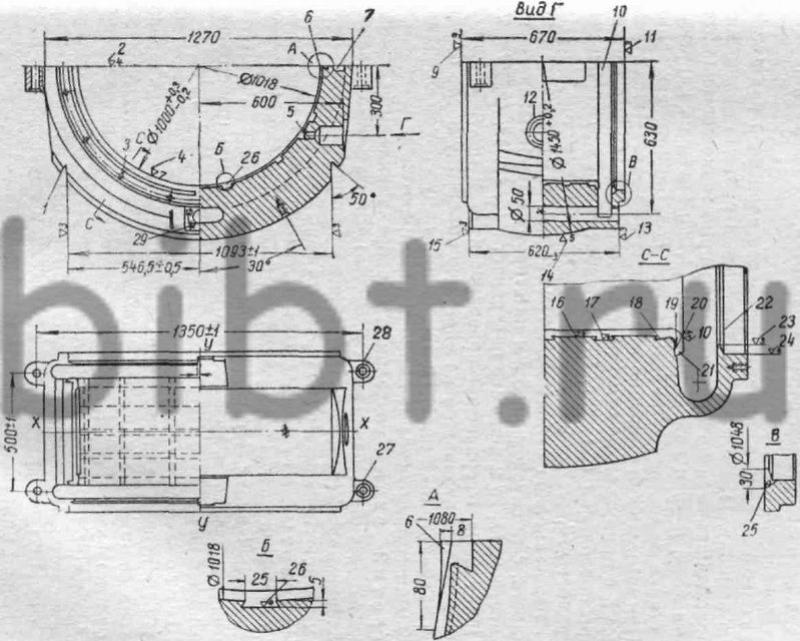
Фиг. 169. Вкладыш подшипника.
Технологический процесс механической обработки вкладыша состоит из десяти этапов.
Первый этап—раздельная обработка вкладышей. На данном этапе вкладыши проходят полную разметку, при которой наносятся осевые х—х, у—у и размечаются поверхности 2, 9, 11, 14, 16, 22 и 23. После разметки фрезеруется плоскость разъема (поверхность 2), а затем следует разметка, сверление и торцовка отверстий 27 и 28.
Второй этап — парная обработка вкладышей под баббитовую заливку. После зачистки плоскостей разъема вкладыши попарно собираются на болты, причем при сборке совмещаются осевые х—х, у—у и поверхности 10, 11, 23; затем на карусельном станке вкладыши обрабатываются под баббитовую заливку. При выполнении операции «на верность» подрезаются торцы сферы и с припуском по 5 мм на сторону при помощи рычажного приспособления (ом. фиг. 167) обрабатывается сферическая поверхность 14.
С перестановкой вкладышей, так же как и сферическая поверхность, с припуском на 5 мм на сторону обрабатываются поверхности 9, 11, 23 и в размер поверхности 16, 17, 18, 19, 20 и 21.
Припуск на сферической поверхности 14 и поверхностях 9, 11 и 23 предусматривается на чистовую обработку после баббитовой заливки вкладышей. По окончании карусельной операции вкладыши маркируются попарно и разбираются.
Третий этап — раздельная обработка вкладышей, разметка отверстий (поверхностей 5, 13, 15). За разметкой следует долбление пазов (поверхность 26), и на расточном станке сверлят и торцуют отверстия (поверхность 5).
Четвертый этап — заливка вкладышей баббитом.
Пятый этап—раздельная обработка вкладышей после баббитовой заливки. На фрезерном станке «на верность» обрабатывается плоскость разъема и в размер канавки (поверхность 7) и поверхности 13 и 15.
Шестой этап — парная чистовая обработка вкладышей после баббитовой заливки. Вкладыши с одинаковой маркировкой попарно собираются на болты, при сборке совмещаются осевые хх, уу и поверхности 9, 11, 23. На карусельном станке с припуском 0,3 мм на сторону под шабровку отверстие (поверхность 4) растачивается начисто, при помощи рычажного приспособления (см. фиг. 167) обрабатывается сферическая поверхность 14, и с двух сторон надрезаются торцы (поверхность 10) с учетом припуска на торцах 9 и 11. По окончании карусельной операции вкладыши разбираются.
Седьмой этап — обработка вкладыша совместно с крышкой. Для совместной обработки вкладыш и крышка собираются на болты при обязательном совмещении осевых х-х и у-у После сборки на сверлильном станке в крышке и вкладыше зенкеруются и развертываются отверстия (поверхность 27) и устанавливаются призонные болты. На последующей карусельной операции в размер обрабатываются поверхности 9, 11, 22, 23 и 24 и снимаются фаски. Затем во вкладыше размечаются отверстия (поверхности 12 и 29). По кондуктору сверлятся отверстия (поверхность 3) во вкладыше и крышке и только во вкдадыше отверстие диаметром 50 мм, а по разметке сверлятся отверстия 29 во вкладыше.
По окончании этих операций вкладыш и крышка маркируются попарно и разбираются.
Восьмой этап — раздельная обработка вкладышей. Восстанавливаются осевые х—х, у—у и размечаются поверхности 1, 6, 25 и два отверстия под рамы М30. После этого на строгальном станке обрабатываются поверхности 1 и 6 и на радиально-сверлильном станке сверлятся и нарезаются отверстия под рымы М30 и отверстия 12.
Девятый этап — слесарная операция, при которой нарезается мелкая резьба, снимаются заусенцы.
Десятый этап — окончательная приемка техническим контролем.
Заканчивая описание технологического процесса обработки вкладышей, следует обратить внимание на некоторые особенности обработки.
Для получения правильной сферы обработка вкладышей до заливки и после заливки баббитом должна производиться попарно. Крепление устанавливается внутрь вкладышей. До заливки баббита сфера обрабатывается с припуском 10 мм на диаметр. Приемы обработки сферы такие же, как и при обработке сферической поверхности корпуса подшипника.
После чистовой обработки сферической поверхности диаметр 1450 +0,2 мм проверяется индикаторной скобой, а отклонение сферы — общим шаблоном.