
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Особенность шевронных колес, нарезаемых на зубодолбежных станках долбяками.
Данные углов шеврона для двух моделей станков типа «Сайкc»
Особенность шевронных колес, нарезаемых на зубодолбежных станках долбяками, заключается в том, что они могут выполняться без выточки для выхода долбяков (фиг. 193, а).
В этом случае образование зубьев происходит следующим образом. Долбяки в процессе работы совершают несколько движений. Возвратно-поступательное движение по стрелкам А и А1— при этом, когда левый долбяк делает рабочий ход, правый долбяк отходит от заготовки и совершает холостой ход. Непрерывное движение обкатки в направлении стрелки B и, наконец, каждый долбяк совершает дополнительное вращение в обе стороны по стрелкам С и С1 за каждый двойной ход.
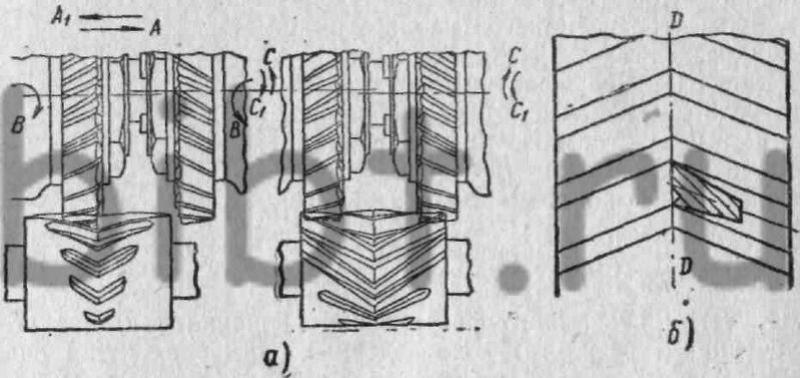
Фиг. 193. Схема нарезания шевронных зубьев долбяками: а — направление движений долбяков и заготовки; б — положение зуба долбяка в средней плоскости колеса.
Дополнительное вращение создается за счет поворотов винтовых копиров (направляющих), с которыми связаны долбяки. Таким образом, в результате сочетания возвратно-поступательного движения по стрелкам A и A1, и одновременного вращения долбяков по стрелкам С и С, на нарезаемой заготовке образуются винтовые поверхности, пересечение которых создает угол.
Для нарезания шевронных колес без выточки рабочий ход каждого долбяка должен заканчиваться в тот момент, когда инструмент перейдет за среднюю линию колеса ДД на 0,2 — 0,3 мм (фиг. 193, б). Перебег инструмента за среднюю линию необходим для отделения стружки в закрытом угле шеврона при рабочем ходе противоположного долбяка, который в этом случае имеет возможность пересечь стружку у ее основания.
Так как передняя грань долбяка перпендикулярна оси нарезаемого колеса, а зубья располагаются под углом, то с одной стороны инструмента получается тупой угол. Для создания необходимого угла резания на передней поверхности долбяка со стороны тупого угла делается специальная заточка (см. фиг. 193, б).
Однако работа в упор и необходимость весьма тщательной регулировки долбяков при настройке станка осложняет процесс зубонарезания и поэтому нередко для упрощения работы и исключения возможных случаев выкрашивание режущих кромок инструмента посредине обода колеса делают канавку шириной 10—15 мм для выхода долбяков. Ширина этой выточки значительно меньше канавки для выхода червячной фрезы.
Угол шеврона при нарезании долбяками определяется углом винтовых направляющих, в соответствии с которым и изготовляются комплекты косозубых долбяков.
Копиры обычно имеют угол 30°, таким образом, номинальный угол шеврона должен составлять 120°. Однако фактические углы шеврона на зубчатом колесе могут отличаться от 120° и почти для каждого нарезаемого на данном станке модуля они имеют свое значение. Происходит это потому, что диаметр копира, который соответствует номинальному, расчетному делительному цилиндру остается всегда неизменным, а делительные окружности долбяков в зависимости от числа зубьев получают несколько иные значения для каждого модуля, и мы получаем различные углы шеврона на нарезаемых колесах, хотя работа происходит на одном и том же станке без смены копиров.
Более того, при нарезании шевронных колес на станках различных моделей мы для одного и того же модуля получаем различные углы шеврона. Это является следствием того, что станки имеют неодинаковые диаметры винтовых копиров.
Данные углов шеврона для двух моделей станков типа «Сайкc» приведены в табл. 69.
Таблица 69 Сравнительные данные об углах шеврона, нарезаемых на различных моделях станков
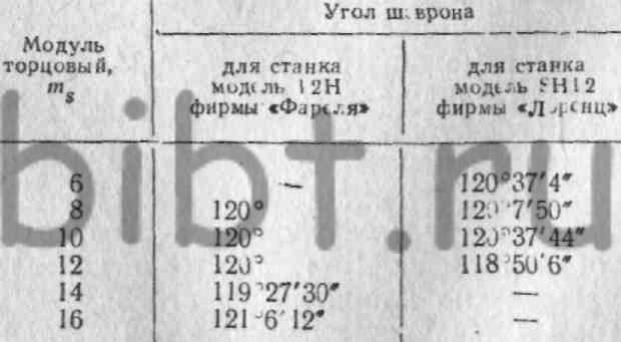
Из приведенных данных видно, что на станке модели 12Н. например, для модуля 12 мы имеем угол шеврона 120°, а на станке модели 5Н12 для того же модуля 12 мы имеем угол шеврона 118°50'6".
Так как косозубые долбяки могут быть использованы для нарезания колес только с определенным углом шеврона и являются специальным инструментом, то расчет всех элементов зацепления здесь ведется по торцовому модулю, который в данном случае является целым числом, в отличие от шевронных колес, нарезаемых червячной фрезой, где целым числом является нормальный модуль. Расчет по торцовому модулю дает возможность иметь межосевое расстояние в корпусах передач в целых числах миллиметров, что несколько упрощает взятие размеров при расточных работах.
То обстоятельство, что правая сторона нарезаемого шевронного колеса в силу конструктивных особенностей станков всегда располагается к планшайбе, должно находить свое отражение в технологических процессах обработки заготовки. Для этого следует порядок обработки заготовки проектировать таким образом, чтобы базовым являлся торец, у которого располагаются зубья правого направления, что создает нормальные условия для установки, закрепления и выверки заготовки на станке.
В том случае, когда мы имеем дело с шестеренными валами, при штучном их изготовлении, необходимо, чтобы шейка вала со стороны правого направления зубьев имела некоторый минимальный размер. Так, например, при нарезании на станке модели SН12 правый конец вала от торца зубьев должен быть не менее 360 мм, в противном случае вал нельзя будет закрепить на станке либо придется изготовлять специальное приспособление. Для возможности закрепления детали иногда несколько увеличивают длину заготовки против чертежной и затем отрезают конец после зуборезной операции.