
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Шевронные колеса, нарезаемые пальцевой фрезой.
Схема нарезания шевронных колес пальцевой фрезой.
Шевронные колеса, нарезаемые пальцевой фрезой, не имеют проточки по средине обода для выхода инструмента. Процесс образования углового расположения зубьев осуществляется следующим образом (фиг. 194).
Заготовке колеса сообщается медленное вращение по направлению стрелки А, а пальцевая фреза диаметром d перемещается вдоль оси детали по направлению стрелки В. В результате суммирования этих движений на заготовке профрезеровывается впадина зуба, расположенная под некоторым углом к оси колеса. После достижения фрезой средней плоскости колеса Д—Д реверсивный механизм станка изменяет направление вращения заготовки на противоположное по стрелке А1 благодаря чему изменяется направление угла зуба и на заготовке образуются шевронные зубья.
Особенность нарезания зубьев пальцевой фрезой заключается в том, что на внутренней стороне шеврона мы не имеем пересечения двух плоскостей в виде угла, а имеем закругление радиуса r. Наличие этого закругления исключает возможность зацепления, и поэтому появляется дополнительная операция, которая заключается либо в выфрезеровании с внутренней стороны шеврона выемки, либо чаще в срезании вершины угла шеврона по плоскости а.
Величина угла шеврона здесь практически не ограничена и может выбираться по усмотрению конструктора. Это положение позволяет производить расчет зацепления по нормальному модулю. Такой метод расчета дает возможность нарезать колеса с любым углом шеврона и любым числом зубьев данного модуля нормальным набором пальцевых модульных фрез.
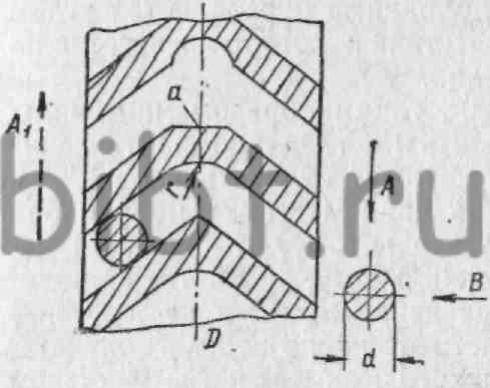
Фиг. 194. Схема нарезания шевронных колес пальцевой фрезой.
Выбор номера фрезы
производится не по фактическому, а по так называемому фиктивному
числу зубъев 
где zф— фиктивное число зубьев;
z—число зубьев нарезаемого колеса;
β— половина угла шеврона. Вследствие того, что с уменьшением модуля прочность фрез резко падает, обычно нецелесообразно нарезать шевронные передачи пальцевыми фрезами меньше модуля 12. Шевронные колеса пальцевой фрезой нарезают не только на специальных, но и на универсальных зубофрезерных станках при наличии встроенного механизма реверса для изменения в процессе работы направления угла зуба.
Таким образом, каждый из рассматриваемых способов имеет свои преимущества и недостатки. Нарезание шевронных колес червячной фрезой обеспечивает неограниченный выбор значений угла шеврона, применение нормальных фрез, высокую точность зацепления, наибольшую производительность по сравнению с другими методами. Недостатками являются наличие широкой канавки, увеличивающей конструктивные размеры, и некоторая сложность настройки. Дальнейшее повышение окружных скоростей зубчатых колес во вновь создаваемых машинах, безусловно, ведет к более широкому распространению шевронных колес, нарезаемых червячной фрезой, начиная от мелких модулей и до модуля 18—20 включительно.
Шевронные колеса, нарезаемые долбяками, хотя и имеют меньшую ширину по сравнению с колесами, нарезаемыми червячной фрезой, однако более низкая точность зацепления, меньшая универсальность зуборезных станков, наличие сложного режущего инструмента (долбяков), необходимость применения более низких скоростей резания и невозможность осуществления зубоотделочных процессов — шевингования и шлифования применительно к шевронным колесам не содействуют распространению этого типа передач.
Пальцевой фрезой нарезаются только тяжелогруженные крупномодульные тихоходные шевронные шестерни в пределах 9—10 степени точности. Преимуществами в данном случае являются отсутствие канавки для выхода фрезы, возможность нарезания любого угла шеврона, применение нормального набора пальцевых фрез, относительная простота настройки и наличие полуавтоматического цикла на станках этого типа. Недостатки заключаются в низкой точности, малой производительности и значительном расходе пальцевых фрез, особенно чистовых.