
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Сборка резьбовых соединений.
Контроль затяжки болтов: микрометром, индикатором.
К резьбовым соединениям предъявляются следующие основные требования.
1. Оси резьбовых отверстий должны быть перпендикулярны плоскостям соединяемых деталей.
2. Групповые резьбовые соединения — крепление крышек, фланцев и т. п.— должны выполняться в определенной последовательности. Бессистемное завертывание гаек приводит к деформации соединяемых деталей, не дает возможность создать герметичность стыка, особенно при больших давлениях.
Следует учесть, что в тяжелом машиностроении и в частности в энергомашиностроении, крупные резьбовые соединения подвергаются большим нагрузкам в процессе работы.
3. Для предохранения от перегрузки резьбовые детали в ответственных соединениях затягивают с определенным крутящим моментом. Величина крутящего момента затяжки зависит от назначения резьбового соединения.
При затяжке резьбовых соединений находят применение различные конструкции предельных ключей: а) тарированные ключи, рассчитанные на автоматическое выключение их при достижении заданного усилия затяжки; б) динамометрические ключи, контролирующие усилие затяжки в процессе завинчивания гайки (|винта) с помощью специальных указателей. Так как прикладываемое усилие затяжки в значительной степени зависит от коэффициента трения, на который оказывает влияние качество сопрягаемых поверхностей болта и гайки, их чистота обработки, смазка, покрытие и др., то применение предельных ключей не гарантирует точной величины затяжки во всех случаях.
Осуществление затяжки за счет поворота гайки на определенный рассчитанный угол после ее соприкосновения с сопрягаемой поверхностью дает более стабильные результаты, так как в этом случае влияние коэффициента трения не сказывается на усилии затяжки. Для этой цели применяется специальное приспособление, которое позволяет после соприкосновения гайки с опорной поверхностью детали повернуть ее дополнительно на заданный угол и тем создать необходимое усилие затяжки.
При сборке
ответственных шпилек, болтов компрессоров, турбин и т. п. применяется
измерение величины деформации болта (его удлинение) под
действием затяжки. Удлинение болта характеризует степень затяжки.
Контроль удлинения болта производится микрометром (фиг. 253, а) или
индикатором (фиг. 253, б). В первом случае вначале осуществляется
замер микрометром длины болта перед затяжкой и затем замер болта
после затяжки. Разница в замерах дает величину затяжки![]() Во втором случае ножка индикатора касается не стержня болта, а
металлического контрольного штифта 1. При затяжке болта, как было
указано выше, он удлиняется вследствие упругой деформации металла, а
штифт не меняет своей длины, поэтому его торец углубляется в
отверстие болта.
Во втором случае ножка индикатора касается не стержня болта, а
металлического контрольного штифта 1. При затяжке болта, как было
указано выше, он удлиняется вследствие упругой деформации металла, а
штифт не меняет своей длины, поэтому его торец углубляется в
отверстие болта.
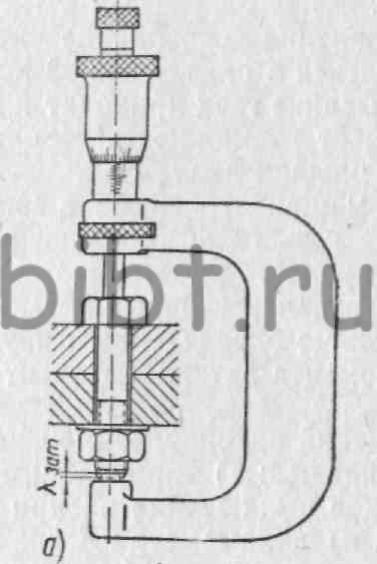
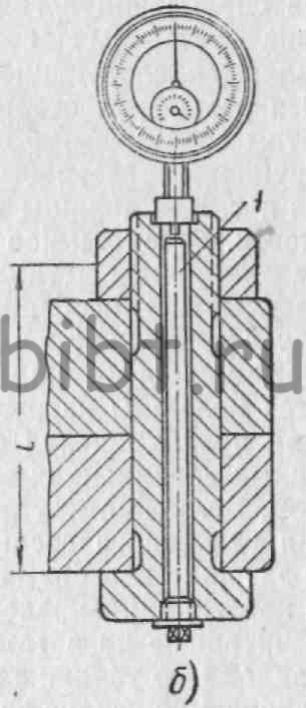
Фиг. 253. Контроль затяжки болтов: а — микрометром; б — индикатором.
Так как удлинение болта прямо пропорционально (по закону Гука) прилагаемому усилию при затяжке гайки, следовательно, чем глубже опустится торец контрольного штифта, тем больше будет величина затяжки.
При сборке крупных резьбовых соединений можно осуществлять затяжку за счет предварительного удлинения стержня болта или шпильки. Для этих целей вытяжку шпилек производят с помощью гидравлических устройств или нагрева их через отверстия в стержне. После завертывания гайки растягивающее усилие шпильки снимается (прекращается нагрев ее), шпилька укорачивается по длине и плотно прижимает сопрягаемую гайку,чем и препятствует самопроизвольному отворачиванию се во время работы, повышая долговечность и надежность работы ма шины.
Для механизации операций по навинчиванию крупных болтов, гаек и шпилек на передовых заводах созданы и применяются специальные пневматические, пневмогидравлические сбалчиватели и гайковерты. Заслуживает внимания применение пневматических гайковертов (сбалчивателей) марок ПСЛМ-30 и ПСЛМ-42, предназначенных для завинчивания гаек М30 и М42 при скреплении тюбингов метрополитена. Если ранее, чтобы затянуть такие гайки, требовалось усилие двух рабочих на рычаге с плечом 1,2 м, то ,в настоящее время эту работу выполняет один рабочий, причем в 4—5 раз быстрее. Сбалчиватели указанных марок позволяют развивать крутящие моменты 9800 и 13000 кгсм. При сборке пружин дробилок на Уралмашзаводе применяют сбалчиватель для завертывания гаек М64. Максимальный крутящий момент, развиваемый этим сбалчивателем, составляет 25000 кгсм.