| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
СВАРКА ТРЕХФАЗНОЙ ДУГОЙ
Автоматическая, полуавтоматическая и ручная сварка трехфазной дугой — производительный способ сварки металлов, разработанный специалистами-сварщиками Уральского политехнического института и Уралмашзавода [108, 109].
При сварке трехфазной дугой в трехфазную систему питания включаются два электрода в две фазы и деталь в третью фазу (фиг. 277). В этом случае горят три дуги: две дуги АБ и СБ между электродами и деталью, а третья дуга АС между электродами. Исследования показали, что эта третья дуга АС, являясь по отношению к детали независимой дугой, горит или по воздушному промежутку между электродами, или же отдувается и горит, касаясь детали. Непрерывное горение трехфазной дуги позволяет снизить напряжение источника тока, что ведет к повышению косинуса «фи».
Сварка трехфазной дугой имеет ряд технологических преимуществ по сравнению со сваркой однофазной дугой. Производительность сварки повышается в 2—3 раза за счет двух электродов и дополнительной присадки, укладываемой в разделку шва. Изменяя химический состав электродов и присадочного металла, можно получить наплавленный металл различного состава. Это имеет большое значение при наплавках, сварке легированных сталей и цветных металлов. Включением в трехфазную сеть стандартных однофазных сварочных трансформаторов можно получить мощную дугу с суммарной силой тока 3000—4000 а.
При сварке трехфазной дугой имеет место переменное ( в различных местах ванны) воздействие давления дуги на расплавленный металл. Это вызывает энергичное вращение и перемешивание расплавленных металла и шлака, которые способствуют более полному протеканию реакций и освобождению металла от газовых и неметаллических включений. Более медленное затвердевание расплавленного металла обеспечивает выход из него газов, что повышает механические и антикоррозионные свойства соединения.
Сварка трехфазной дугой обеспечивает экономию электроэнергии от 5 до 40%. Устойчивость и непрерывность горения дуги дает возможность применять сварку при пониженном напряжении во внешней сети.
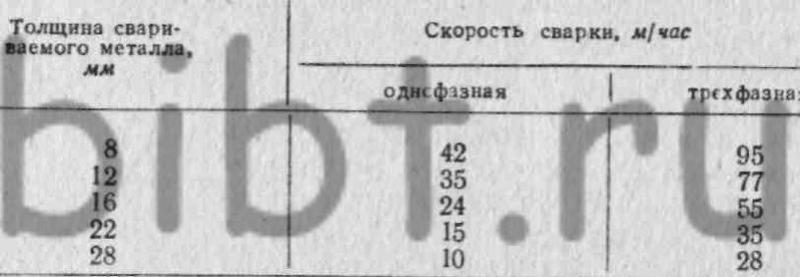
Нормальное формирование шва обеспечивается правильно подобранным режимом тока и скоростью сварки. Глубина проплавления основного металла при различной силе тока и скорости движения электродов достигается 7—14 мм. Значительная глубина проплавления дает «возможность увеличить нескошенную часть фасок, что уменьшает расход проволоки, флюса, электроэнергии и т. д. Сравнительные данные производительности автоматической сварки, однофазной и трехфазной, приведены в табл. 80.
Расход электроэнергии при автоматической сварке трехфазной дугой на 1 кг наплавленного металла в среднем равен 2,1 квт-ч, в то время как при однофазной автоматической сварке 3,5 квт-ч.
Широкое применение сварка трехфазной дугой получила в следующих случаях.
1. В конструкциях с большим объемом наплавленного металла.
2. В соединениях, требующих глубокого проплавления, а также при сварке без скоса кромок стыковых и угловых соединений машиностроительных конструкций.
3. В тяжелом и транспортном машиностроении при сварке легированных сталей, требующих регулирования глубины проплавления, чтобы уменьшить долю участия основного металла в металле шва, и при наплавке черных металлов цветными, чтобы обеспечить минимальную глубину проплавления.
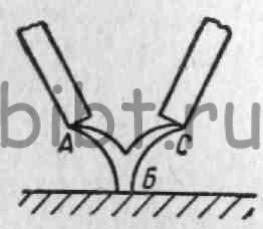
Фиг. 277. Схема горения дуг при трехфазной сварке.
Таблица 80 Сравнительные данные производительности автоматической однофазной и трехфазной сварки