
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Трехфазная сварка балки рукояти ковша экскаватора ЭКГ-4
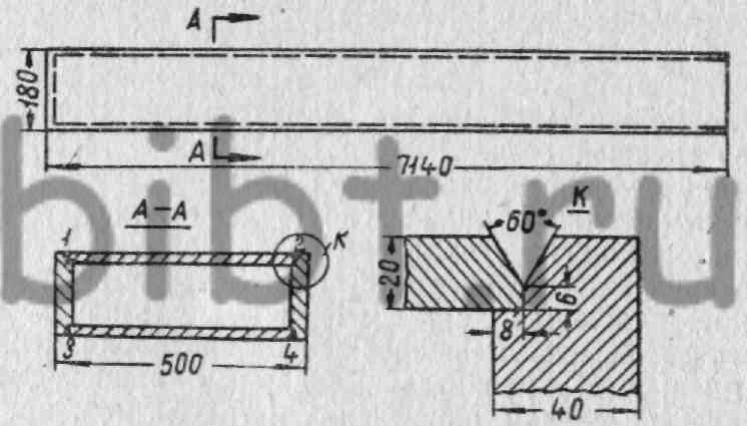
Фиг. 278. Схема выполнения швов при сварке балки рукояти ковша экскаватора ЭГК-4.
Интересным примером промышленного применения трехфазной автоматической сварки является технологический процесс сварки балки рукояти ковша четырехкубового экскаватора на трехфазном автомате консольного типа.
Балка рукояти в собранном виде укладывается на подставке из двутавров без закрепления. Сварка швов балки выполняется в одном направлении по схеме, указанной на фиг. 278. Принятый порядок наложения швов обеспечивает сохранение прямоугольного сечения балки рукояти. При несоблюдении схемы сечение балки становится ромбическим, что вызывает дополнительные затраты на правку. Для предохранения от протекания расплавленного металла во время процесса сварки и уменьшения прожогов в стыке предусмотрены площадка размером 8— 10 мм и притупление 6—8 мм.
В связи с тем что балки рукояти выполняются из стали 10ХСНД, сварка производится малоуглеродистой проволокой под флюсом ОСЦ-45 при скорости сварки 15—28 м/час, напряжении тока на дуге 36—40 в, силе тока 650—750 а. Балка после сварки подвергается термической обработке для снятия внутренних напряжений и в случае необходимости правке.
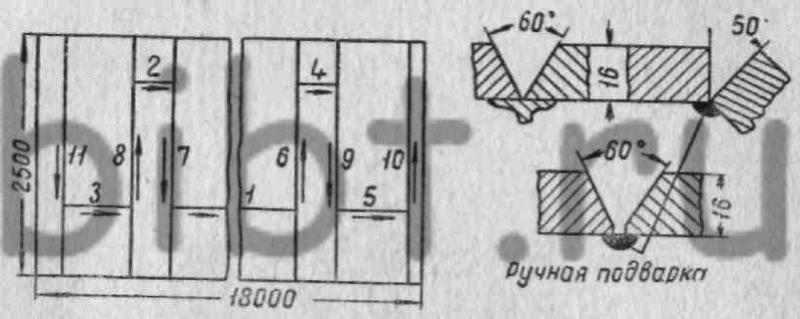
Фиг. 279. Схема сварки настила опорного башмака шагающего экскаватора и типы стыковых соединений.
На установке консольного типа свариваются трехфазным током различные коробчатые конструкции, балки, рейки клинкен-шлеппера инспекторского стола рельсо-балочного стана и др.
Опорные башмаки шагающего экскаватора изготовляются из стали 10ХГСД и представляют собой сварной узел размером 18000X2500X500 мм. Сварка выполняется автоматом трехфазного тока типа ТЭФ-УЗТМ-2.
Ввиду большой протяженности швов технологическим процессом сварки предусматривается последовательность сварки согласно приведенной на фиг. 279 схеме, что обеспечивает наименьшее коробление всего опорного башмака.