| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА
За последние годы широко внедряются в промышленность различные способы электродуговой сварки в защитных газах: аргоне, гелии, углекислом газе [110, 111, 113]. Применение этих способов во многих случаях позволяет соединять металлы, сварка которых другими способами затруднена, и создает возможности для автоматизации сварочных работ, для которых применение автоматической и полуавтоматической сварки под слоем флюса невозможно. При этом значительно увеличивается производительность труда и снижается себестоимость сварочных работ.
Сварка в защитных газах может выполняться в трех вариантах: независимой дугой двумя неплавящимися электродами, зависимой дугой неплавящимся электродом и плавящимся электродом (фиг. 280). Сварка независимой дугой малопроизводительная и применяется при соединении металла малой толщины. В 1948 г. был разработан высокопроизводительный способ сварки плавящимся электродом в атмосфере инертных газов. Этим способом стало возможным практически сваривать металлы любой толщины, начиная от 0,5—1,0 мм.
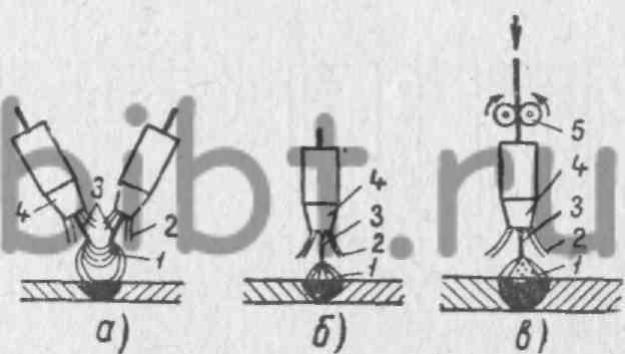
Фиг. 280. Схема газоэлектрической сварки независимой дугой, двумя неплавляющимися электродами (а), зависимой дугой неплавящимся электродом (б); зависимой дугой плавящимся электродом (в):
1 — электрическая дуга; 2 — защитный газ; 3 — электрод; 4 — газовое сопло; 5 — подающие ролики.
Использование газовой защиты дает наибольшую эффективность по производительности и маневренности при сварке тонкой электродной проволокой (1,0—2,5 мм) на большой плотности тока (75—200 а/мм2 и более). Однако при сварке в среде инертных газов широко распространенных марок малоуглеродистых сталей возникла пористость швов.
Разработанный докт. техн. наук проф. К. В. Любавским и канд. техн. наук Н. М. Новожиловым метод сварки плавящимся электродом в атмосфере углекислого газа дал возможность получать плотные швы при сварке малоуглеродистых, низколегированных и высоколегированных аустенитных сталей.
Сущность способа заключается в том, что воздух оттесняется от зоны сварки струей углекислого газа, а окисление самим углекислым газом переплавляемого дугой металла компенсируется за счет повышенного содержания элементов — раскилителей — в электродной проволоке.
На качество сварных соединений существенное влияние, особенно при полуавтоматической сварке, оказывает техника сварки. От расстояния, угла наклона и характера движения горелки относительно свариваемых деталей зависят надежность газовой защиты зоны сварки от воздуха, скорость охлаждения металла, форма шва, условия удаления газовых пузырей и неметаллических включений из сварочной ванны и т. д. [112, 114, 115].
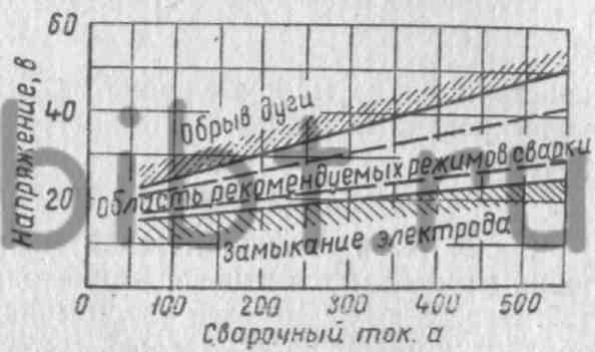
Фиг. 281. Диаграмма зоны устойчивого горения дуги при газоэлектрической сварке в среде углекислого газа от обычных генераторов с падающей вольтамперной характеристикой.
Процесс сварки в углекислом газе необходимо вести на короткой дуге. При сварке на токах 200—250 а длина дуги должна быть в пределах 1,5—4,0 мм, так как увеличение длины дуги повышает разбрызгивание жидкого металла и угар легирующих элементов. Оптимальные соотношения между сварочным током и напряжением на дуге даны на фиг. 281. Сварка возможна на постоянном токе, а также на переменном токе с применением осциллятора.
Для сварки плавящимся электродом в среде углекислого газа используются полуавтоматы и автоматы, причем для полуавтоматической сварки используются полуавтоматы ПДШ-500, ПШ-54 и др.
Наиболее оригинальный полуавтомат А-547-Р для электродуговой сварки тонкой электродной проволокой в защитной среде углекислого газа спроектирован и изготовлен в Институте электросварки имени Е. О. Патона. Полуавтоматом можно выполнять сварку различных соединений листового металла толщиной до 3 мм и угловых соединений при катетах шва до 4 мм. Сварка может производиться во всех пространственных положениях. Сварка производится электродной проволокой диаметром 0,8— 1,0 мм постоянным током. Напряжение дуги 17—21 в, сварочный ток от 70 до 200 а.
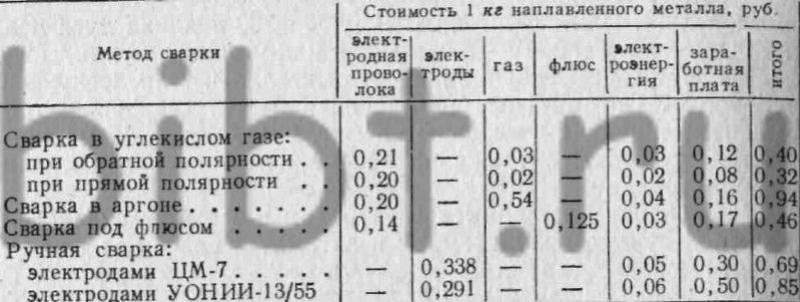
Основным фактором технико-экономической эффективности любого способа сварки являются производительность и стоимость сварочных работ. В зависимости от применяемых материалов и режимов того или иного способа сварки стоимость может изменяться в широких пределах. Стоимость 1 кг наплавленного металла при полуавтоматической сварке плавящимся электродом в углекислом газе, аргоне, под флюсом и при ручной сварке приведена в табл. 81.
Из таблицы видно, что полуавтоматическая сварка в среде углекислого газа по сравнению с другими методами сварки является наиболее производительной и наиболее экономичной, что способствует быстрому ее внедрению при изготовлении сварных конструкций из малоуглеродистых, низколегированных и высоколегированных сталей в вагоностроении и тяжелом машиностроении.
Таблица 81 Ориентировочная стоимость 1 кг наплавленного металла при различных методах сварки