
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ЧИСТОВОЕ ТОЧЕНИЕ
Чистовое точение в условиях заводов тяжелого машиностроения часто выполняется теми же проходными и подрезными резцами, что и обдирка. Примерные подачи резца, в зависимости от требуемой шероховатости обрабатываемой поверхности, указаны в табл. 26.
Таблица 26
Примерные подачи в зависимости от требуемой шероховатости
Однако при обработке больших поверхностей такой метод обработки часто не может обеспечить получение 6—7 классов чистоты и одновременно 2—3 классов точности. Дело в том, что под влиянием износа резца шероховатость и диаметр обрабатываемой детали увеличиваются и при длительной работе резца выходят за пределы допуска. Для замедления износа резца нужно уменьшить его путь по обрабатываемой поверхности, что возможно достигнуть только за счет увеличения подачи.
Поэтому в подобных случаях часто оказывается выгодным работать широкими чистовыми резцами из быстрорежущей стали (фиг. 42,а, б). Они применяются для обработки шеек прокатных, шестеренных валов и т. п., и при этом достигается шероховатость v6—v7 классов чистоты. Режимы резания при работе этими резцами и возможный класс точности обработки указаны в табл. 27.
Таблица 27
Режимы резания и точность обработки при работе широкими чистовыми
резцами
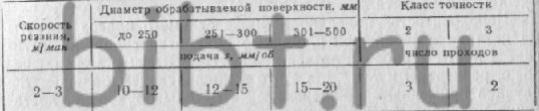
В некоторых
случаях удается работать при подаче 30—40 мм/об. Глубина
резания должна быть не менее 0,02 мм при последнем проходе и не более
0,15 мм при первом проходе.
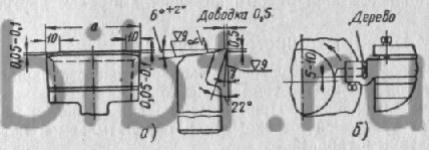
Фиг. 42. Широкий чистовой резец (а) и схема установки его на станке (б).
Длина режущей кромки резца принимается равной 80 - 100 мм. С обеих сторон ее на длине примерно 10 мм при помощи оселка заправляются заборный и обратный конусы (фиг. 42, а). Геометрия резца выбирается в зависимости от свойств обрабатываемой стали (табл. 28).
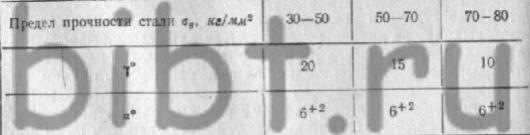
Таблица 28
Геометрия широкого чистового резца в зависимости от предела прочности
стали
Резцы вставляются с плотной посадкой в гнездо пружинной державки (фиг. 42, б). Желаемая степень упругости державки достигается с помощью деревянной планки, забиваемой в паз державки.
Режущая кромка резца устанавливается ниже оси обрабатываемого изделия. Это устраняет вибрации и гарантирует от подхватывания резца. Кроме того, как показывает долголетний; опыт, более высокое качество обработки обеспечивается при работе на обратном вращении шпинделя (фиг. 42, б). В качестве смазки рекомендуется применять жидкость следующего состава: олифа 60%, скипидар 30% и керосин 10%.
Наиболее часто
чистовое точение производится твердосплавными резцами. Обычные
проходные резцы со вспомогательным углом в плане![]() применяются
на токарных, карусельных, расточных и других станках. Они
изготовляются с пластинками твердого сплава Т15К6. Этот твердый сплав
позволяет работать при скорости резания v = 100 - 250 м/мин, в
зависимости от свойств обрабатываемой стали и некоторых других
факторов. При такой скорости резания нарост на резце, как известно,
не образуется, и поэтому, выбирая соответствующую подачу, удается
уверенно получать поверхность, соответствующую 6 классу по ГОСТ
2789—59, а в некоторых случаях и по 7 классу чистоты.
применяются
на токарных, карусельных, расточных и других станках. Они
изготовляются с пластинками твердого сплава Т15К6. Этот твердый сплав
позволяет работать при скорости резания v = 100 - 250 м/мин, в
зависимости от свойств обрабатываемой стали и некоторых других
факторов. При такой скорости резания нарост на резце, как известно,
не образуется, и поэтому, выбирая соответствующую подачу, удается
уверенно получать поверхность, соответствующую 6 классу по ГОСТ
2789—59, а в некоторых случаях и по 7 классу чистоты.
Применение сплава Т30К4 позволяет повысить скорость резания примерно на 30—40% и более. Некоторые токари-скоростники повышают скорость резания до 400—500 м/мин. Твердый сплав Т30К4 обладает значительно большей износостойкостью, чем твердый сплав Т15К6. Поэтому наибольший эффект от его применения наблюдается при чистовом точении стали повышенной твердости, особенно при высоких требованиях к чистоте или точности обработки и когда приходится точить большие поверхности с малой подачей, не снимая резца до конца прохода.
Резцы с минералокерамическими пластинками находят пока ограниченное применение. Как и твердый сплав Т30К4, керамику целесообразно применять в тех случаях, когда на значительной длине необходимо получить высокую точность и чистоту поверхности, особенно при обработке чугуна.
Несмотря на
высокую скорость резания, допускаемую твердыми сплавами Т15К6 и
Т30К4, обычные проходные резцы со вспомогательным углом в плане![]() не
могут обеспечить высокую производительность чистовой обработки под v
6—v 7, так как приходится работать при подачах в несколько
десятых долей миллиметра. Поэтому, как и во всей машиностроительной
промышленности, на заводах тяжелого машиностроения широким
распространением пользуются твердосплавные чистовые резцы с
дополнительной режущей кромкой, параллельной образующей-детали (фиг.
43,в). Для получения 6—7 класса чистоты такими резцами работают
при t<=0,1 мм, s= 1 - 1,5 мм/об, v = 150 - 200 м/мин [42]. Длина
дополнительной режущей кромки делается от 1,5 до 2s. Эти резцы дают
производительность в 2—3 раза выше по сравнению с резцами без
дополнительной режущей кромки.
не
могут обеспечить высокую производительность чистовой обработки под v
6—v 7, так как приходится работать при подачах в несколько
десятых долей миллиметра. Поэтому, как и во всей машиностроительной
промышленности, на заводах тяжелого машиностроения широким
распространением пользуются твердосплавные чистовые резцы с
дополнительной режущей кромкой, параллельной образующей-детали (фиг.
43,в). Для получения 6—7 класса чистоты такими резцами работают
при t<=0,1 мм, s= 1 - 1,5 мм/об, v = 150 - 200 м/мин [42]. Длина
дополнительной режущей кромки делается от 1,5 до 2s. Эти резцы дают
производительность в 2—3 раза выше по сравнению с резцами без
дополнительной режущей кромки.
Наиболее высокую производительность труда достигают при работе широкими твердосплавными резцами (фиг. 43, а). Поверхности в несколько квадратных метров могут быть обточены такими резцами за 20—25 мин. [44, 45]. Эти резцы могут применяться на токарных и карусельных станках при обточке прокатных валов, роликов, шестерен, бандажей и других деталей, изготовляемых из стали и отбеленного чугуна.
Для получения поверхности по 7—8 классу необходимо работать при v > 150 м/мин. Наилучшие результаты достигаются при v=250 - 300 м/мин. Однако практически осуществимые скорости резания обычно не превышают 100 м/мин, и поэтому шероховатость поверхности получается не выше 6 класса чистоты. Но после непродолжительной зачистки наждачным полотном сравнительно нетрудно получить и седьмой класс.
Большое влияние на шероховатость обработанной поверхности оказывают: отношение длины прямолинейного участка режущей кромки l к подаче s (фиг. 43,а), глубина резания t, правильность установки резца, качество и геометрия его заточки.
Чем больше отношение t/s, тем меньше шероховатость обработанной поверхности. При t/s = > 3 достигается 7—8 класс, при t/s = 2 - 1,5—6 класс [6]. Глубину резания t следует принимать, исходя из условий жесткости системы станок — деталь—резец. Обычно t<=0,1 мм. Стойкость широких резцов весьма незначительно зависит от величины подачи. Наиболее часто s = 5 - 10 мм/об.
Все неровности режущей кромки широкого резца копируются на обработанной поверхности. Поэтому необходима доводка передней и задней поверхностей до 9—10 класса чистоты. Завалы режущей кромки недопустимы. При установке резца необходимо добиваться, чтобы участок режущей кромки на длине l был строго параллелен образующей детали.
Опыт показывает,
что величина переднего и заднего углов широкого твердосплавного резца
практически не влияет на микрогеометрию поверхности. Задний угол
рекомендуется делать 20°, а передний выбирать в зависимости от
твердости обрабатываемой стали в пределах от -5 до + 10°. Причем,
для стали с твердостью Hb => 300 ![]() =-5°,
а для стали с твердостью Hb<250
=-5°,
а для стали с твердостью Hb<250 ![]() =+10°.
=+10°.
Однако следует иметь в виду, что при работе широкими твердосплавными резцами часто возникают вибрации, из-за чего такие резцы не получили значительного распространения. Интенсивность вибраций очень сильно повышается с увеличением длины режущей кромки. Поэтому в тех случаях, когда виброустойчивость обычного широкого резца (фиг. 43,а) оказывается недостаточной, применяются широкие резцы с меньшей длиной режущей кромки (фиг. 43,б) или проходные резцы с дополнительной режущей кромкой (фиг. 43, в).
Посадочные
отверстия корпусных деталей в подавляющем большинстве случаев
обрабатываются путем растачивания на горизонтально-расточных станках.
Расточные станки обладают меньшей виброустойчивостью, чем токарные, и
меньшей жесткостью системы станок — деталь — инструмент.
Поэтому растачивание, как правило, производится обычными проходными
резцами с углом ![]()
Определяя
оптимальные геометрические параметры расточного резца, необходимо
учитывать уменьшение переднего угла, вызываемое установкой резца выше
центра. В связи с этим рекомендуется для расточных резцов передний
угол делать равным 15° при наличии фаски на передней поверхности
f=0,2 - 0,3 мм, расположенной под отрицательным передним углом—2°.
Остальные геометрические параметры резца рекомендуются следующие:![]()
Работая такими резцами при t<= 0,25 мм, s = 0,1-:- 0,3 мм/об и v= 150 -:- 250 м/мин, можно достичь второго класса точности и шероховатости, соответствующей 6—7 классу [44].