
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ЧИСТОВОЕ СТРОГАНИЕ ШИРОКИМИ РЕЗЦАМИ
Скорость резания на строгальных станках обычно не превышает 25—30 м/мин. Как средство интенсификации режима резания при чистовом строгании применяют широкие резцы, обеспечивающие работу на больших подачах.
Однако практика показывает, что при обработке стальных деталей обычными широкими чистовыми резцами с углом λ<= 15° обработанная поверхность получается очень шероховатой, с большими задирами. Поэтому для чистового строгания стали применяется особая конструкция широкого резца (фиг. 44), отличающаяся большим углом наклона режущей кромки относительно направления скорости резания (λ=45÷65°). Наилучшая чистота поверхности достигается при λ=60÷65°. Как показал опыт Уралмашзавода, применение таких резцов дает повышение производительности труда в 3-4 раза и обеспечивает получение поверхности, соответствующей 5-6 классу чистоты.
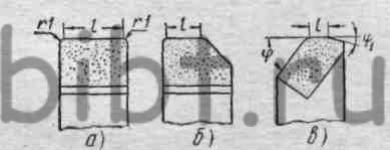
Фиг. 43. Типы токарных твердосплавных резцов, применяемых для чистовой обработки.
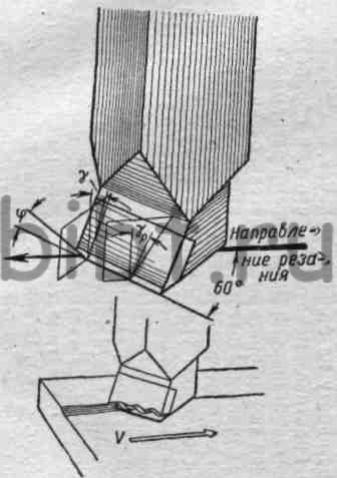
Фиг. 44. Широкий строгальный резец для чистовой обработки стали и схема его работы.
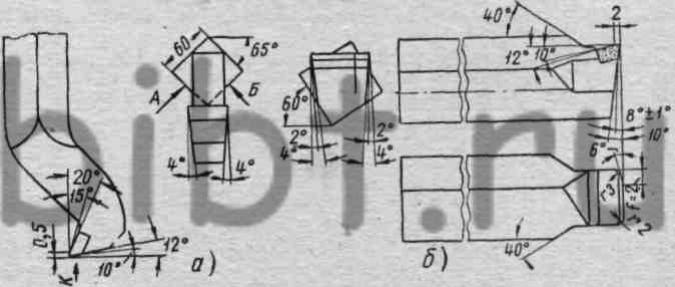
Фиг. 45. Типы широких строгальных резцов для чистовой обработки стали: а — изогнутый резец; б - прямой резец.
Применяются два типа таких резцов: изогнутые (фиг. 45,а) и прямые (фиг. 45,б). Стержень резца повернут относительно его головки на 60-65°. Если за опорную поверхность резца принять плоскость А, то угол λ= 60-65°. При установке же резца на плоскость Б угол λ= 30 - 35°. При работе прямыми резцами не исключены случаи самопроизвольного врезания режущей кромки в обработанную поверхность и вибрации. Поэтому чаще применяют изогнутые резцы.
Быстрорежущие резцы дают более гладкую обработанную поверхность, поэтому они находят более широкое применение. Но при строгании сравнительно больших плоскостей, особенно плоскостей деталей из стального литья, стойкость этих резцов меньше машинного времени одного прохода. В конце прохода шероховатость поверхности значительно повышается. В таких случаях применяются резцы с пластинками твердого сплава Т5К10. При плавном врезании лезвия, обеспечиваемом конструкцией таких резцов, сплав не выкрашивается, лезвие долго остается острым и шероховатость обработанной поверхности получается одинаковой и в начале, и конце прохода.
Работа производится при следующих режимах резания: t = 0,2 - 0,3 мм, подача s = 10 - 15 мм/ход. Скорость резания устанавливается минимальная, когда необходимо получить поверхность по 6 классу чистоты. На крупных станках эти скорости составляют 6—7 м/мин, на средних станках 8—9 м/мин.
При обработке деталей из чугуна нарост не образуется и требуемая чистота поверхности достигается с помощью обычных широких чистовых резцов, изготовляемых с пластинками быстрорежущей стали или твердого сплава ВК6. При этом работают с подачей до 30 мм/ход, применяя скорость резания 15— 20 м/мин для резцов с пластинками твердого сплава и 6— 12 м/мин для быстрорежущих резцов.