
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обкатывание тонких, длинных валов.
Величина рабочего усилия обкатывания при обработке валов ограничивается не только возможностями станка, но и жесткостью детали. По мере увеличения длины возрастает опасность недопустимого прогиба вала под действием радиальной силы.
До некоторой степени можно избежать прогибов установкой люнетов. Но люнеты сокращают технологические возможности обработки и увеличивают вспомогательное время. Более рациональным для обкатывания длинных валов является применение специальных многороликовых приспособлений охватывающего типа. Такие приспособления с замкнутой схемой сил не передают рабочее усилие на узлы станка и не изгибают обрабатываемую деталь.
Характерным примером обработки валов малой жесткости является обкатывание шеек трансмиссионных валов рольгангом прокатных станов. Эти валы имеют длину 6000 и 8000 мм при диаметре 120 мм. Обкатыванию подвергаются утолщенные участки диаметром 130 мм, расположенные в разных местах по длине валов. После сборки машины эти участки работают в контакте с резиновыми уплотнениями. Кроме уменьшения шероховатости поверхности, обкатывание позволяет повысить твердость поверхности вала для уменьшения ее износа. При попытках произвести закалку шеек трансмиссионных валов наблюдалось сильное коробление их, а в некоторых случаях даже поломка валов во время правки.
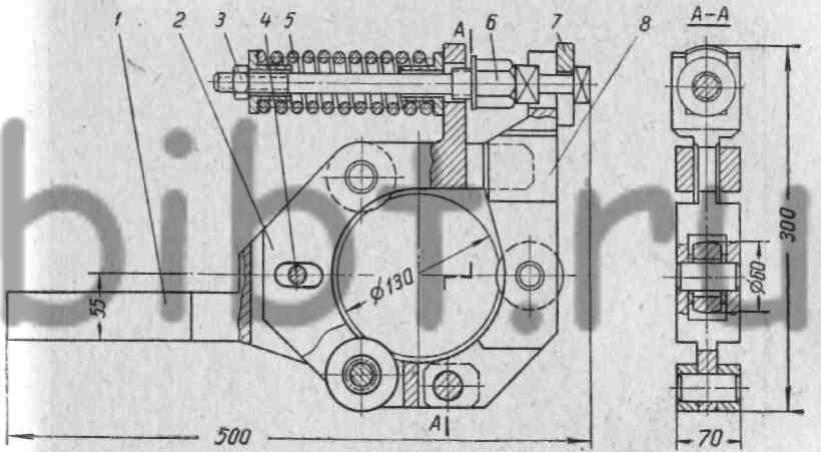
Фиг. 63. Приспособление для обкатывания шеек трансмиссионных валов диаметром 130 мм.
На фиг. 63 показано приспособление для обкатки трансмиссионных валов. Приспособление имеет разъемную обойму, состоящую из двух половин—2 и 8. Обойма располагается в вилке 1, которая крепится в резцедержателе станка. Вилка жестко крепит обойму в направлении оси вала и дает ей свободу установки в радиальном направлении. Благодаря этому при наличии биения вала обойма плавает в вилке, не передавая нагрузку на суппорт станка. Штифт 4 предохраняет обойму от выпадения из вилки в нерабочем состоянии приспособления. Необходимое рабочее усилие обкатывания создается пружиной 5. Пружина сжимается на требуемую длину гайкой 3.
При переходе от одной шейки вала к другой затягивается гайка 6, шайба 7 снимается и половина обоймы отбрасывается. Во время обкатывания гайка 6 освобождается. Ролики с профильным радиусом 50 мм установлены на игольчатых подшипниках. Обкатывание трансмиссионных валов производится за два прохода с подачей 0,5 мм/об при скорости 30 м/мин. Пониженная подача и второй проход назначаются для увеличения поверхностной твердости металла. Приспособления аналогичной конструкции применяются и в других случаях обработки тонких валов большой длины.