
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обкатывание крупных деталей на карусельных станках.
Обкатывание крупных деталей на карусельных станках в принципе не отличается от обработки валов на токарных станках. Однако на карусельных станках не удается использовать высокие значения рабочих усилий. Наиболее крупные станки позволяют применять усилия не более 2000—3000 кг. В связи с этим на карусельных станках используются ролики со сравнительно малыми радиусами кривизны.
Другая особенность обработки на карусельных станках больших размеров заключается в том, что поверхность, подготовленная под обкатывание, как правило, имеет значительна большую шероховатость, чем после обработки на токарных станках. Это является следствием применения малых скоростей резания и ухудшения условий обработки, в частности из-за пониженной жесткости системы станок — деталь. В результате нередки случаи, когда приходится подвергать обкатыванию поверхности, обработанные с чистотой v 4 и даже грубее.
Характерным примером обкатывания на карусельном станке является чистовая обработка корпусов распределителей шихты Доменных печей. Корпус представляет собой сварно-литую конструкцию. Цилиндрическая часть его изготовлена из стального листа толщиной 30 мм, имеет диаметр 2320 мм и длину 900 мм. Наличие продольного сварного шва сильно затрудняет получение чистой поверхности широким резцом. Кромка резца быстро выкрашивается на шве и оставляет грубые риски на обрабатываемой поверхности. Применение шлифования специальным приспособлением в этом случае также не дает положительного результата из-за низкой жесткости системы и большой вязкости материала.
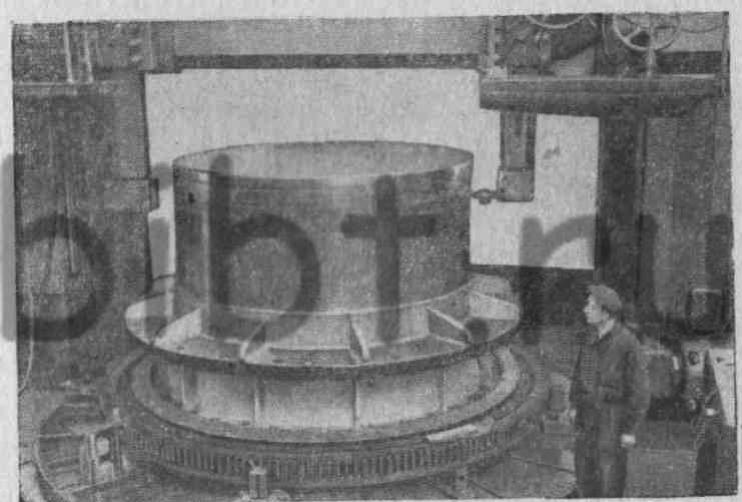
Фиг. 64. Обкатывание роликом на карусельном станке корпуса распределителя шихты.
Обкатывание корпусов распределителей шихты производится на карусельных станках с диаметром планшайбы 4000—5000 мм (фиг. 64) роликом диаметром 190 мм с профильным радиусов 12 мм за три прохода при скорости около 80 м/мин и подачей 0,4 мм/об. Шероховатость поверхности после обкатывания соответствует 7 классу чистоты при исходной чистоте v 4.
Аналогично производится обкатывание шеек крышек мельниц и подобных деталей.