
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
РАСКАТЫВАНИЕ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Раскатывание гладких отверстий небольшой длины на токарных и карусельных станках успешно производится с помощью универсальных однороликовых приспособлений малых размеров, устанавливаемых взамен резца в расточную оправку. Кроме того, для деталей типа гильз применяются специальные многороликовые приспособления.Раскатывание гильз производится с усилиями от 50 до 600 кг, в зависимости от размеров гильзы и роликов, с подачами 0,3—1 мм/об при скоростях 70—100 м/мин. При этом обеспечивается шероховатость поверхности v 7—v 8. Точность размеров сохраняется в пределах класса, полученного при растачивании.
Раскатывание является более производительным в сравнении с другими видами чистовой обработки отверстий. Так, например, замена шлифования раскатыванием роликами при изготовлении гильз пневматических цилиндров сокращает трудоемкость на 0,5—3 часа в зависимости от размера детали. Кроме того, при эксплуатации цилиндров с раскатанными гильзами уменьшается износ мягких уплотнений поршня.
Полости гидравлических и пневматических цилиндров большой длины обрабатываются на станках глубокого сверления. По мере увеличения отношения длины отверстия к его диаметру падает жесткость борштанги и затрудняется получение высоких классов чистоты. Для таких отверстий раскатывание является незаменимым способом чистовой обработки.
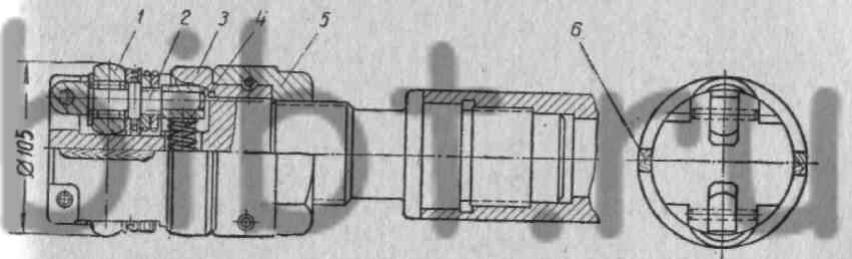
Фиг. 65. Приспособление для раскатывания глубоких отверстий диаметром до 150 мм.
На Уралмашзаводе раскатываются цилиндры гидравлического механизма подачи прокатных станов диаметром 105 мм и длиной 6000 мм(d/l = 57). Цилиндры предварительно растачиваются до шероховатости поверхности v 5. После растачивания на борштангу устанавливается приспособление для раскатывания (фиг. 65). В этом приспособлении два ролика 1, диаметрально расположенные на рычагах 2, разжимаются пружиной 4. Для ввода приспособления в отверстие служит коническое кольцо 3, которое при движении вдоль оси с помощью гайки 5 сжимает рычаги, уменьшая диаметральный размер по роликам. Приспособление поддерживается в отверстии деревянными направляющими 6.
В приспособлении применяются ролики с профильным радиусом 20 мм. Рабочее усилие раскатывания 300 кг, подача 0,85 мм/об, скорость 26,5 м/мин. После одного прохода получается шероховатость поверхности v 7—v 8. При полировании абразивным порошком такой же эффект достигается после десяти проходов с подачей 1,5 мм/об.
Приспособления этой конструкции применяются для обработки отверстий диаметром от 80 до 150 мм. Раскатывание отверстий больших диаметров производится приспособлениями других типов.
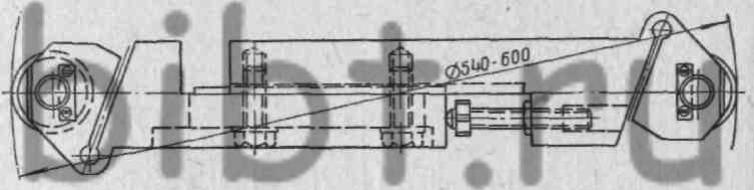
Фиг. 66. Приспособление для раскатывания глубоких отверстий.
На фиг. 66 показана одна из конструкций приспособлений, предназначенных для раскатывания глубоких отверстий диаметром от 250 до 100 мм. Эти приспособления устанавливаются в паз расточной головки взамен резцов сразу после растачивания. Такими приспособлениями обрабатываются разнообразные детали.
На Ново-Краматорском заводе раскатыванием успешно обрабатываются цилиндры гидравлических подъемников диаметром 350—425 мм и длиной до 12 000 мм. После раскатывания достигается шероховатость поверхности v 7—v 8.
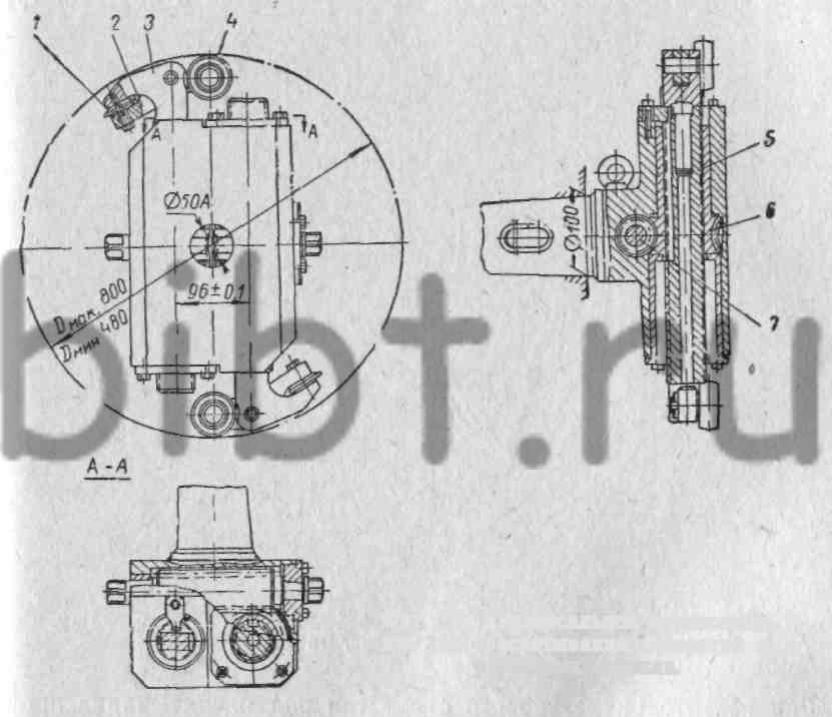
Фиг. 67. Универсальное приспособление для раскатывания отверстий на расточных станках.
Для получения чистых поверхностей успешно применяется обработка раскатыванием и на расточных станках. На фиг. 67 показано универсальное приспособление с регулируемым диаметром обработки для раскатывания отверстий на расточных, станках. Два резьбовых штока 5 такого приспособления несут головки 3 с рычагами 2, на которых установлены рабочие ро-лики 4. Штоки соединяются резьбой с гайками 6. Гайки 6 каждого штока имеют резьбу разного направления. На их наружном диаметре нарезаны червячные венцы, сцепленные с червяком 7. При вращений червяка гайки заставляют штоки перемещаться, раздвигая ролики в радиальном направлении. После соприкосновения роликов с обрабатываемой поверхностью червяку сообщается еще несколько оборотов. При этом штоки продолжают подаваться, создавая требуемую величину рабочего усилия за счет сжатия тарельчатых пружин 1.
Этими приспособлениями на расточных станках обрабатываются такие детали, как подушки прокатных станов, цилиндры электропушек для забивания летки доменной печи, корпуса конусных дробилок, корпуса гидравлических буферов прокатных станов и т. п. Для обработки наиболее часто встречающихся отверстий диаметром от 300 до 800 мм применяются приспособления двух размеров: одно для диаметров от 300 до 480 мм, второе —от 480 до 800 мм.
Отверстия больших размеров в уникальных корпусных деталях также успешно обрабатываются раскатыванием на расточных станках.
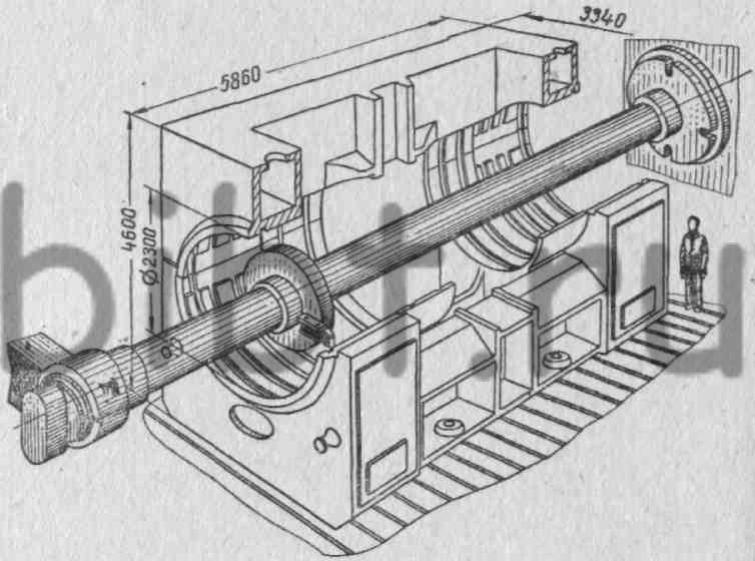
Фиг. 68. Раскатывание отверстия в станине прошивного стана трубопрокатного агрегата 400.
На фиг. 68 показано раскатывание станины рабочей клети прошивного стана трубопрокатного агрегата 400. Обрабатываемое отверстие диаметром 2300 мм и длиной 5800 мм пересечено большим количеством пазов, выточек, окон, что сильно осложняет чистовую обработку резцом, который быстро затупляется и не обеспечивает требуемый по чертежу класс чистоты(v 5). Применение раскатывания универсальным однороликовым приспособлением (фиг. 61) позволяет получить шероховатость поверхности v 6 и за счет сокращения доводочных работ снижает трудоемкость обработки одной станины на 350 нормо-часов.