
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ОБРАБОТКА СТАНИН ШЕСТЕРЕННЫХ КЛЕТЕЙ
Шестеренные клети предназначены для передачи крутящего момента от привода на валки прокатного стана. По конструктивным признакам их можно разделить по видам подшипников, в которых покоятся шевронные валки. Валки устанавливаются на подшипниках скольжения в станину шестеренной клети с помощью комплекта подушек. Станины таких шестренных клетей имеют проемы для установки комплекта подушек [1].
Скоростные шестеренные клети, в которых валки покоятся на подшипниках качения, мало отличаются по конструкции от редукторов. Разница заключается лишь в том, что у большинства скоростных шестеренных клетей валки располагаются в два и более ряда (по вертикали), поэтому корпуса имеют два или три разъема для установки подшиников и валков. Технологический процесс их обработки аналогичен процессу обработки корпусов редукторов общего машиностроения.
Поскольку шестеренные клети не испытывают таких нагрузок, как рабочие клети, станины их отливаются из серого чугуна марки СЧ 18—36.
К механической обработке станин шестеренных клетей предъявляются следующие требования.
1. Непараллельность и смещение боковых плоскостей проемов одной стороны станины по отношению к другой не должны превышать 0,3 мм, а неперпендикулярность их к основанию и к внутренним торцам проема допускается не более 0,1 мм на длине 1000 мм.
2. Смещение внутренних торцовых плоскостей проема допускается не более 0,15 мм.
3. Станина по наружным фланцам проема должна обрабатываться совместно с крышкой; разность размеров высоты от основания проема до верхнего основания крышки и высоты обоих комплектов собранных подушек не должна превышать 0,2 мм.
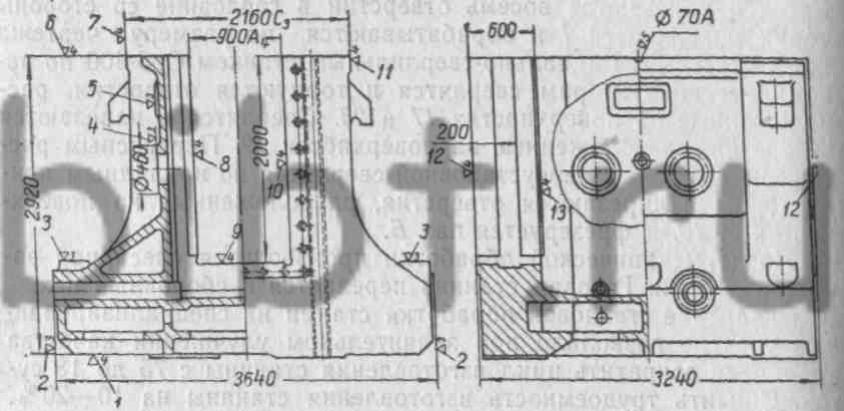
Фиг. 90. Станина шестеренной клети.
Типовой технологический маршрут шестеренных клетей с подшипниками скольжения следующий.
Разметка. Разметить все обрабатываемые поверхности.
Строгальная. Строгать основание 1 (фиг. 90) и поверхности 2 и 3. Переустановить на основание 1 и строгать поверхности 7 и 11 под крышку.
Расточная. Фрезеровать направляющие 8, 9 и 10 под подушки и поверхности 12 и 13 с обеих сторон с переустановкой детали.
Слесарная (промежуточная). Собрать станину с крышкой для фрезерования наружных торцов, а также для сверления и развертывания отверстий под штифты диаметром 70 мм.
Расточная. С перестановкой детали фрезеровать фланцы смотровых люков 4 и 5, сверлить отверстия для трубопровода централизованной смазки. Сверлить и развернуть отверстия под штифты диаметром 70 А в разъеме станины с крышкой и установить штифты.
Расточная. Фрезеровать наружные боковые поверхности у крышки заподлицо с поверхностью 12 станины.
Строгальная. Строгать на поперечно-строгальном станке переходы от боковых направляющих 8, 10 проема под подушки к его основанию 9.