
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка основных поверхностей станин
Обработка основания станины и разъема с замком под крышку чаще всего выполняется путем строгания на продольно-строгальном станке. Станина должна устанавливаться на столе так, чтобы весовая нагрузка распределялась равномерно на обе направляющие стола и не превышала допустимой грузоподъемности станка.
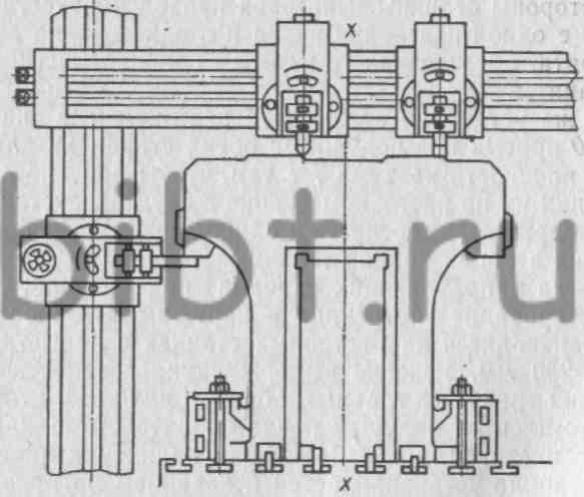
Фиг. 91. Установка станины при строгании основания.
Станина для обработки основания устанавливается на плоскость разъема вдоль стола (фиг. 91) и выверяется по осевой X — X и разметочным рискам. С этой устанавки вертикальными суппортами строгается площадка основания 1, а боковым суппортом — облицовка отверстий под фундаментные болты 3 и торец 2 отверстия для спуска масла. Строгание площадок основания 1 производится за два прохода — обдирочный и чистовой. При этом оба прохода выполняются одновременно двумя суппортами.
В станинах шестеренных клетей, которые устанавливаются на плитовины рабочих клетей, основание имеет такие же поверхности, как и лапы станины рабочей клети. В этом случае при обработке (плоскости лап шестеренных клетей пользуются мерительными инструментами, предназначенными для станин рабочих клетей.
При последующей переустановке станина устанавливается на простроганное основание 1 вдоль стола. Выверяется, как и в предыдущей установке, по осевой X—X и разметочным рискам поверхностей 7 и 11 замка под крышку. Вертикальными суппортами строгаются плоскости разъема 6 и замки под крышку 7 и 11, а боковым суппортом производится облицовка отверстий под фундаментные болты 3 и торцы 2 отверстий для спуска масла с другой стороны станины. Чистовой проход плоскости разъема 6 делается с одной настройки резца и с одного хода вертикального суппорта, обеспечивая тем самым одноплоскостность обеих сторон станины.
С этой же установки строгаются вертикальные направляющие 8 и 10 проема под подушки с обеих сторон на длине 200— 300 мм от плоскости разъема 7 с тем, чтобы при последующем фрезеровании их на расточном станке с двух переустановок легче было выдерживать соосность и одноплоскостность боковых направляющих с обоих концов станины.
Обработка направляющих (проема под подушки 8 и 10, а также фрезерование внутренних и наружных торцов 12 и 13 обычно производятся на расточных станках с диаметром шпинделя 180—250 мм. Условие выдерживания соосности проемов под подушки требуется главным образом для того, чтобы растачивание комплектов подушек после баббитовой заливки производить вне клети. Для обработки направляющих проемов под подушки станина устанавливается основанием на призмы, высота которых обуславливается наименьшей величиной подъем,а шпиндельной бабки над плитным настилом станка.
Выверка станины относительно станка производится по плоскости разъема 6 в двух направлениях и по боковой плоскости замка 7 в третьем направлении с точностью до 0,1 мм на длине 1000 мм. С этой установки фрезеруется грубо и в размер наружный торец 12 окна станины. Фрезерование выполняется резцовой головкой диаметром 500 мм с установленными твердосплавными резцами марки Т5К10. Фрезерование внутреннего торца 13 проема под подушки производится трехсторонней ножевой головкой диаметром 700 мм, причем чистовой проход по всему торцу ведется с одного хода ножевой головки без смены ее с тем, чтобы обеспечить одноплоскостность.
Наиболее ответственным переходом в данной операции является фрезерование боковых направляющих 8 и 10 и основание 9 проема под подушки. Обработка производится (аналогично проемам станин рабочих клетей наборными фрезами при черновом и цельными при чистовом фрезеровании. Чистовой проход фрезы настраивают по базам, простроганным да продольно-строгальном станке.
Весьма важным условием при выполнении чистового фрезерования является выдерживание размера от плоскости разъема до основания проема. Согласно требованию к сборке клети этот размер должен быть выполнен с жестким допуском. Разность между высотой комплекта подушек и высотой проема под подушки не должна превышать 0,2 мм. Замер производится заранее настроенным штихмасом от линейки, положенной на плоскость разъема станины, до основания проема под подушки.
После фрезерования одной стороны станина переустанавливается и обрабатываются направляющие проема другой стороны.
В конструкциях шестренных клетей основание проема иногда имеет форму половины окружности диаметром, равным ширине проема. При такой конструкции перед фрезерованием направляющих проема устанавливают борштангу и растачивают основание.
Однако этот способ встречается в практике сравнительно редко из-за его трудоемкости.
После переустановки и выверки станины для обработки ее с другой стороны, а также после фрезерования внутреннего торца 13 проема под подушки производится промежуточная сборка станины с крышкой. Ввиду большого объема слесарной промежуточной операции, заключающейся в припиловке разъема и замков, в установке и затяжке крепежных шпилек и гаек, ее обычно производят слесари сборочного цеха непосредственно на месте обработки.
Фрезерование наружного торца проема станины выполняется совместно с крышкой для того, чтобы обеспечить общую привалочную плоскость под кожухи шестеренных валков, которые крепятся к станине с обеих сторон и предназначены для создания уплотнения между станиной и подушками с шестеренными валами.
К числу мелких операций необходимо причислить операции фрезерования фланцев 4 смотровых люков, площадок 5 под установку марки завода; операции сверления и торцования отверстий для подвода централизованной жидкой смазки; операции сверления и развертывания отверстий подшпонки в разъеме станины с крышкой, предназначенные для предотвращения смещения крышки относительно станины в продольном направлении. Вся эта работа, как правило, выполняется за одну установку станины одновременно двумя расточными станками. Попутно в этой же операции производят сверление всех резьбовых отверстий на фланцах и площадках.