
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ОБРАБОТКА РАМ РОЛЬГАНГОВ
Рольганги прокатного стана предназначены для транспортировки прокатываемой штуки по технологическому потоку. В зависимости от типа прокатного стана, размеров и веса прокатываемой штуки, рольганги имеют различные конструктивные исполнения и различаются по приводу на холостые и приводные. Приводные в свою очередь разделяются на рольганги с групповым и индивидуальным приводом. Распространенным типом являются рольганги с групповым приводом, которые можно разделить на тяжелые, средние и легкие.
Наиболее сложной является обработка рольгангов с группо-вым приводом. Основанием рольганга являются приводные и неприводные рамы, связанные между собой траверсами. Привод-ные и неприводные рамы в свою очередь состоят из трех и более секций, которые стыкуются между собой фланцами. Приводные и неприводные рамы имеют ряд отверстий, в которых по-коятся подшипники роликов Каждый подшипник имеет крышку. Ванна рамы приводной части закрывается общей крышкой, которая в свою очередь является составной и состоит из трех или более частей.
Сборная конструкция рамы рольганга значительно усложняет технологический процесс изготовления.
Рабочие и приемные рольганги с тяжелой ударной нагрузкой имеют стальные рамы, транспортные — чугунные. Металл как стальной, так и чугунной отливки рам должен быть чистым и плотным. Трещины и раковины не допускаются. Ванна рамы должна быть маслонепроницаемой. Коробление отливки не должно превышать половины припуска под механическую обработку на плоскости разъема.
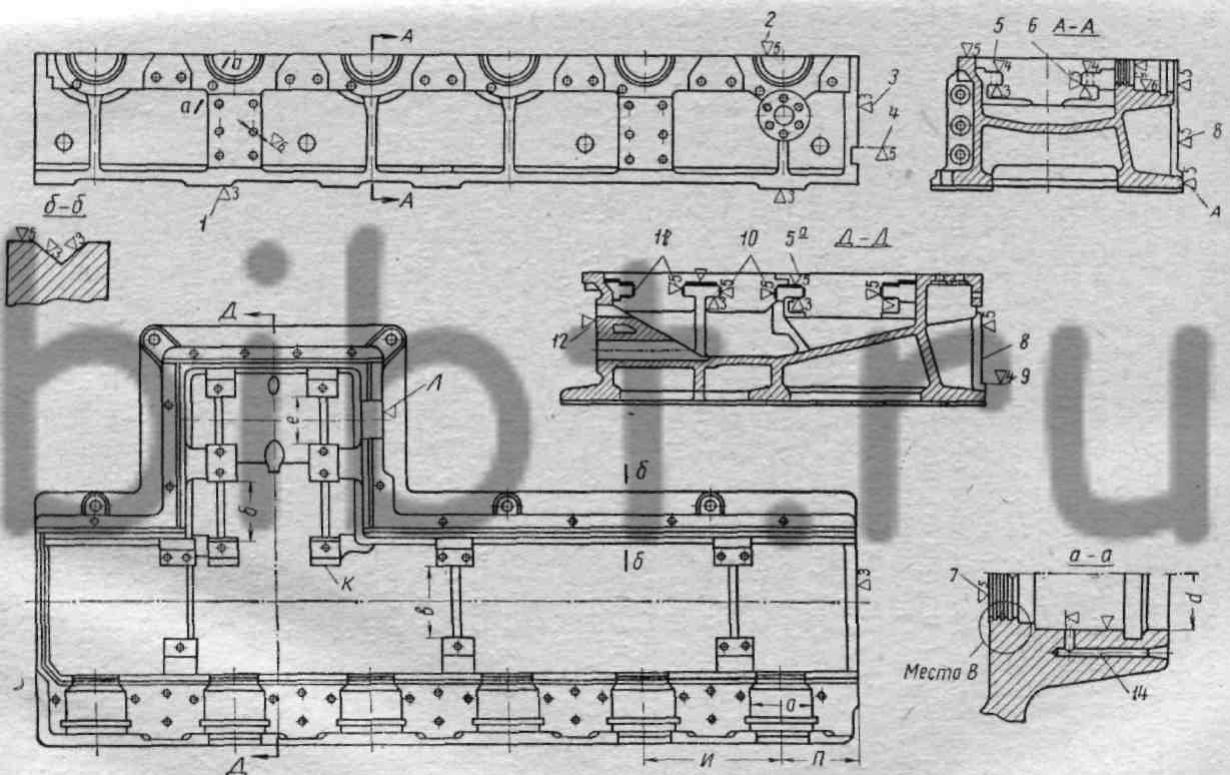
Фиг. 92. Приводная рама рольганга с редукторной частью.
Основные требования к механической обработке рам.
1. Допускаемая неперпендикулярность поверхности стыкования 3 (фиг. 92) к площадке под траверсы 8 и поверхностей 5, 6 не более 0,1 мм на длине 1000 мм.
2. Допускаемая непараллельность пазов б и е к пазу в не более 0,1 мм на длине 1000 мм.
3. Допускаемое смещение отверстия диаметра d относительно плоскости разъема 2 не более 0,1 мм и перекос не более 0,1 мм на длине 1000 мм.
4. Допустимая неперпендикулярность оси расточки диаметра d к поверхности 6 в горизонтальной плоскости не более 0,05 мм на длине 500 мм.
5. Овальность и конусность расточки диаметра d не более половины допуска на этот диаметр.
6. Размеры по осям отверстий d и размер П от поверхности стыкования 3 до первого отверстия должны быть одинаковыми с соответствующими аналогичными размерами спариваемой неприводной рамы.
Технологический маршрут приводной рамы с редукторной частью следующий.
Разметка. Разметить основание 1, плоскость разъема 2 и площадки под подшипники трансмиссионного вала 5 и 6 и траверс 8.
Строгальная. Установить раму на стол продольно-строгального станка на плоскость разъема 2 и строгать основание 1, как базу для дальнейшей обработки. Раму переустановить на поверхность 1 и строгать плоскость разъема 2, а затем поверхности 5 и 6 под подшипники трансмиссионного вала, поверхности 8 и 9 под траверсы и базовую поверхность 7.
Расточная. Две парные (приводная и неприводная) рамы установить на основание 1 торцами 3 к шпинделю и выверить по поверхностям 5, 6, 7 с точностью 0,05 мм на длине 1000 мм. После чего фрезеровать торцы 3, шпоночные пазы 4 и сверлить отверстия на поверхности 3 у обеих рам по кондукторам. Если рамы имеют две стыковые плоскости, то с поворотом стола и с аналогичной проверкой поворота стола обрабатывают другую сторону.
Слесарная. Установить две стыкуемые рамы на поверхность 1 стыками поверхности 3 друг к другу. На рамы наложить крышки и хомуты, по отверстиям которых разметить отверстия в рамах.
Фрезерная. Установить раму поверхностью 1 на продольно-фрезерный станок так, чтобы поверхность 12 была расположена к боковому суппорту. При установке раму выверить по поверхностям 5 и 6 с точностью до 0,05 мм на длине 1000 мм. Вертикальными суппортами фрезеровать поверхности 5 а, 10, 11 и нижние площадки приливов 10, 11 и боковым суппортом поверхность 12. Затем фрезеровать поперечные маслосточные канавки.
Разметка. Разметить все отверстия.
Сверлильная. Сверлить и зенковать все отверстия, расположенные в основании 1 и плоскости разъема 2.
Слесарная. Пригнать и собрать крышки отверстий d к раме под растачивание.
Расточная. Установить раму на поверхность 1 и выверить по поверхностям 5, 6 с точностью 0,15 мм на длине 4000 мм. Расточить отверстия под подшипники роликов, проточить канавки и подрезать торцы.
Расточная. Сверлить все отверстия на боковых плоскостях с переустановкой и выверкой рамы.
На этом станочная обработка рамы заканчивается.