
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка наружных диаметров и торцов на токарных станках.
Обработка цилиндров на токарных станках (схемы 1 и 3) является наиболее распространенной и применяется для большинства рабочих цилиндров средних и крупных размеров, а также для всех видов вспомогательных цилиндров.
Обтачивание цилиндров производится, как правило, с разделением на обдирочное и чистовое, последнее выполняется обычно после выполнения операций обрезки концов и глубокого сверления. Обдирочная токарная операция может быть выполнена в центрах, когда заготовка цилиндра предусматривается без прошитого отверстия, и в центрах на центровых пробках или центровых крестовинах, когда в заготовке отверстие прошито.
В заготовках цилиндров без прошитого отверстия перед обдирочной токарной операцией выполняются операции разметки центров и центрование. Токарная обдирка цилиндров, прошедших нормализацию с отпуском в заготовке, производится с припуском 10 мм на диаметр и 5 мм на сторону по торцам. Цилиндры, проходящие нормализацию с отпуском после обдирки, обтачиваются с большими припусками. Величина их устанавливается в зависимости от размеров цилиндров в пределах от 15 до 30 мм на диаметр и от 7 до 15 мм на торец.
На токарной обдирочной операции делается надрезка возле торцов шириной 15 мм и глубиной 10 мм для последующей обрезки концов на пиле. В цилиндрах, проходящих термообработку и испытание механических свойств материала, при обдирке протачивается на верность специальный припуск для вырезки образцов и надрезается на такую же ширину и глубину, как и для отрезки концов (фиг. 124).
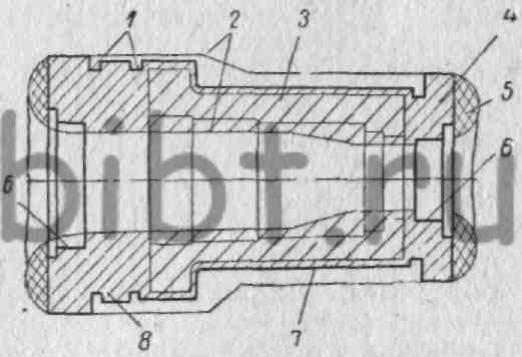
Фиг. 124. Обдирочный эскиз цилиндра под термообработку с выточками под пробки:
1 — надрезы; 2 — контур заготовки; 3 — контур готовой детали; 4 — припуск на длину; 5 — бахрома; 6 — выточки под установку пробок; 7 — наружный обдирочный контур; 8 — проба для испытаний.
У цельнокованых цилиндров с прошитыми отверстиями перед обдирочной токарной операцией производится растачивание выточек под установку центровых пробок и фрезерование бахромы на торцах для создания возможности крепления цилиндра кулачками при обтачивании (см. фиг 124). Выполняется эта операция, как правило, на расточных станках, при этом обеспечивается расточка по 3 или 4 классу точности.
Установку пробок в мелкие цилиндры обычно (производит сам токарь, в крупные цилиндры пробки устанавливаются на специальной слесарной операции.
На цилиндрах, проходящих обработку внутренней полости на станках глубокого сверления, протачиваются специальные пояски для установки в люнет и для выверки. Ширина и расположение поясков зависят от конструкции люнета. Для роликовых люнетов она делается 200—250 мм, для школьных. 100—150 мм. Располагать поясок для люнета следует таким образом, чтобы выступающие бурты цилиндров не могли задеть за корпус люнета или упереться в него.
Обдирочная токарная операция чаще всего производится за одну установку, так как припуски по длине заготовки обычно достаточны для захвата ее кулачками.
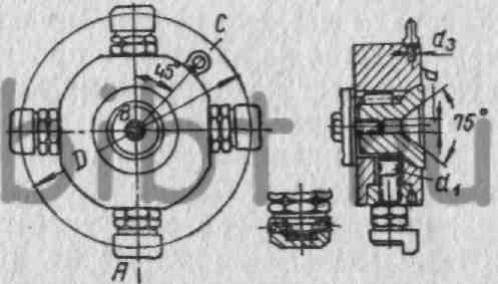
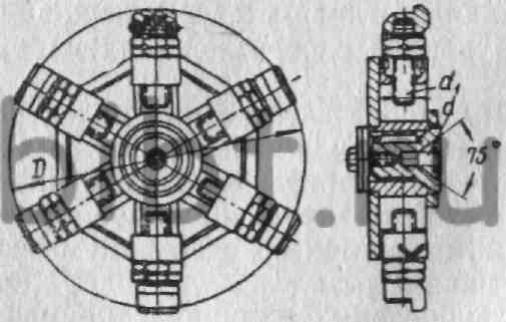
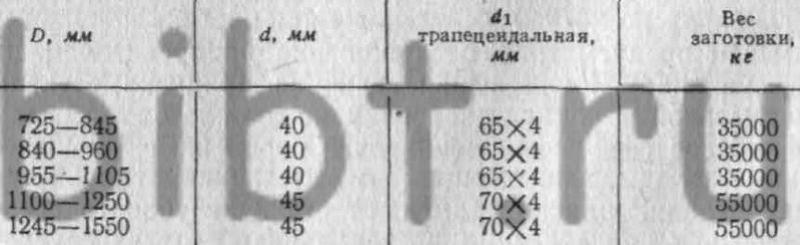
Чистовое обтачивание производится, как правило, после операции глубокого сверления и выполняется у цилиндров со сквозным отверстием на центровых регулируемых пробках, устанавливаемых с обоих концов. В глухих цилиндрах с центровым отверстием с одного конца обтачивание выполняется на центровой пробке, установленной с другого конца. Выбор конструкции и размеров регулируемых центровых пробок производится по табл. 49.
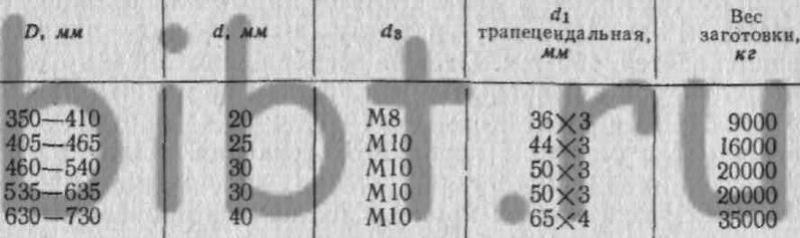
Таблица 49 Типы конструкций и размеры регулируемых центровых пробок, применяемых при обработке цилиндров
В некоторых случаях при чистовом обтачивании нетяжелых цилиндров ограничиваются установкой центровой крестовины или центрованием только с одного конца, устанавливая деталь другим концом в кулачках токарного станка. Крепление кулачками в этих случаях чаще всего производят в распор. На этих же операциях подрезают торцы, растачивают выточки под грундбуксы и сальники, растачивают отверстия под вставные днища, т. е. растачивают все, что не связано со сверлением. Работа в этих случаях ведется на люнетах с предварительной зачисткой соответствующих мест по наружному диаметру цилиндра.