
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Сверление и нарезание резьбы в цилиндрах.
Сверление отверстий в цилиндрах и нарезание резьбы выполняют на радиально-сверлильных и на расточных станках. На радиально-сверлильных станках обычно сверлят воздухоспускные отверстия, отверстия для подвода жидкости и резьбовые отверстия для крепления фланц трубопровода, т. е. все те отверстия, которые расположены перпендикулярно к образующей цилиндра. Отверстия, расположен ные со стороны торцов у крупных и средних цилиндров, а так же все воздухоспускные отверстия и отверстия, связанные с пол водом жидкости, расположенные в осевом направлении или под углами к оси цилиндра, выполняются на расточных станках.
В цилиндрах, как и во многих других деталях гидропрессового оборудования, часто приходится выполнять резьбовые отверстия с повышенными требованиями к их качеству. Нарезание глухих резьбовых отверстий, особенно больших размеров, — дело довольно трудное, требующее хорошей подготовки и надлежащего состояния резьбонарезной оснастки, а также наличия достаточного практического навыка исполнителя.
При нарезании глухих отверстий метчиками часто получается низкое качество резьбовых отверстий. Наблюдаются случаи поломки метчиков или частичный выход их из строя вследствие выкрашивания режущих кромок или быстрого притупления.
Низкое качество резьбы (провал по среднему диаметру, срывы и подрезание ниток, низкая чистота поверхности и целый ряд других дефектов) во многом зависит от выбора станка, режущего инструмента и приспособлений для нарезания (патронов), а также от технологических факторов, связанных с процессом резания (выбор режимов, смазки).
Условия работы при нарезании резьбы на радиально-сверлильных станках более выгодны в сравнении с условиями работы на расточных станках. При выполнении работы на расточных станках, помимо общих факторов, присущих всем станкам (биение шпинделя, метчика, патрона), имеют влияние дополнительные неблагоприятные условия, связанные с консольным расположением тяжелого патрона, неудобством подвода смазывающей жидкости, плохим отводом стружки и меньшей чувствительностью шпинделя. Поэтому качество нарезания резьбы на радиально-сверлильных станках выше, чем на расточных станках.
При назначении операции резьбонарезания это следует иметь в виду и отдавать предпочтение радиально-сверлильному станку во всех случаях, где эта возможность имеется.
При нарезании крупной резьбы диаметром свыше 52 мм применяются метчики негостираванные. Поэтому строго определенных и в какой-либо степени регламентированных указаний по геометрическим параметрам и по самой конструкции метчиков для крупной резьбы на заводах нет. Отсюда каждый завод вынужден отрабатывать собственные конструкции метчиков, в значительной степени отличающиеся как по геометрии заточки Режущих кромок, так и по другим параметрам.
Имеется большое разнообразие конструкций метчиков для нарезания крупной резьбы — цельные, сборные, насадные, с направляющими витками, шести-и восьмиперые и т. д. Однако у большинства из них имеются те или иные недостатки, которые не обеспечивают высокопроизводительного нарезания резьбы с одновременным высоким качеством обрабатываемых деталей.
За последнее время на многих заводах нашли широкое применение метчики с шахматным расположением зубьев, которые обеспечивают высокопроизводительное нарезание резьбы высокого качества и отличаются большой стойкостью. На фиг. 127 представлена конструкция насадного метчика 1М95X5 и схема удаления зубьев в шахматном порядке на каждом пере.
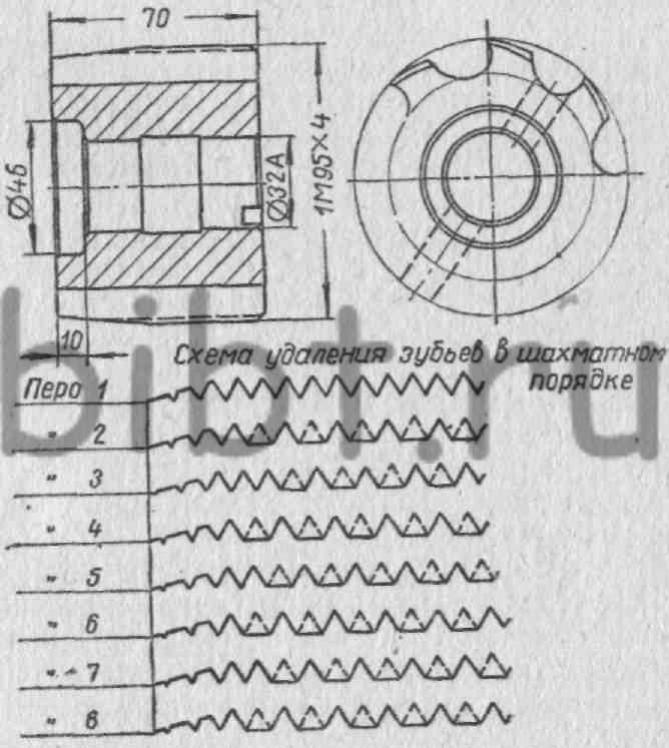
Фиг. 127. Насадной метчик 1М95Х4 с шахматным расположением зубьев.
Предохранительные патроны, как промежуточное звено между станком и инструментом, играют важную роль в обеспечении качества нарезания. На многих заводах уже отошли от устаревшей пружинно-кулачковой конструкции патронов по ГОСТ 2751—51. Эти патроны громоздки, тяжелы и ненадежны в работе. В настоящее время отработаны довольно надежные конструкции фрикционных резьбовых патронов, которые обеспечивают получение резьбы высокого качества (фиг. 128).
Конструкция кулачково-шаришвого резьбонарезного патрона, разработанная в ЦНИИТМАШ (фиг. 128, а), достаточно компактна и удобна в работе. Оригинальной конструкцией резь бонарезного патрона фрикционного типа следует считать конструкцию Уралмашзавода( фиг. 128, б). Особенность конструкции этого патрона заключается в том, что при вращении гайки 4. сжимаются фрикционные диски, часть которых жестко связана с оправкой 1, а часть —с ведущим вкладышем 6. При этом изменяется максимальный крутящий момент, который может быть приложен к метчику 8.
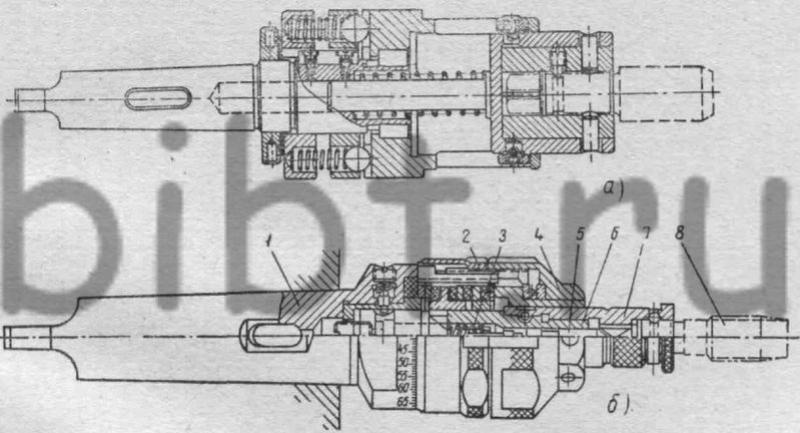
Фиг. 128. Резьбонарезные патроны для метчиков М24-М48:
а - кулачково-шарикового типа конструкции ЦНИИТМАШ; б — фрикционного типа, конструкции Уралмашзавода.
Для регулировки патрона на контргайке 2 сделана риска, а на оправке — шкала, по которой легко устанавливается нужный крутящий момент в зависимости от размера метчика.
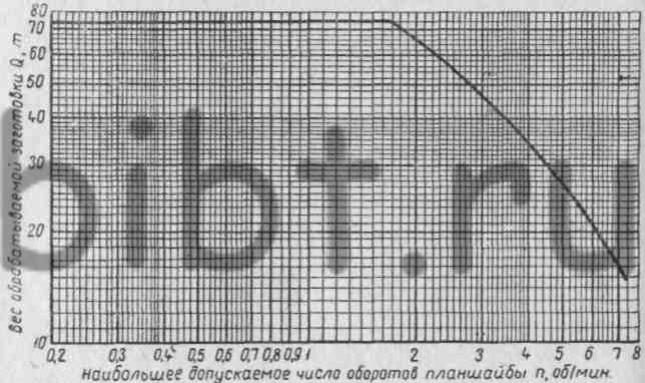
Фиг. 129. Номограмма для определения наибольшего числа оборотов планшайбы карусельного станка в зависимости от веса обрабатываемой заготовки.
Второй особенностью конструкции патрона является крепление метчика: оно сделано не жестким, а плавающим; для этого в ведущем вкладыше б установлен упорный центр 5, а сам метчик устанавливается в быстросменной втулке 7 свободно. Упорный центр 5 может утапливаться, сжимая пружину 3, что предохраняет резьбу малого диаметра или малого шага от срезания при нарезании ее на крупных расточных и сверлильных станках, шпиндели которых очень массивны и требуют больших усилий для перемещения вдоль оси.