
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка гаек.
На фиг. 135 представлена конструкция гайки колонны с упорной резьбой. Гайки колонн на заводах нормализованы. Например, нормализованы гайки колонн размером от 120 до 1000 мм (по диаметру упорной резьбы).Гайки колонн на большинстве отечественных заводов изготовляются из стали марки 40. В практике некоторых зарубежных заводов применяются и литые гайки. Заготовки отковываются на обе половины гайки в виде втулки.
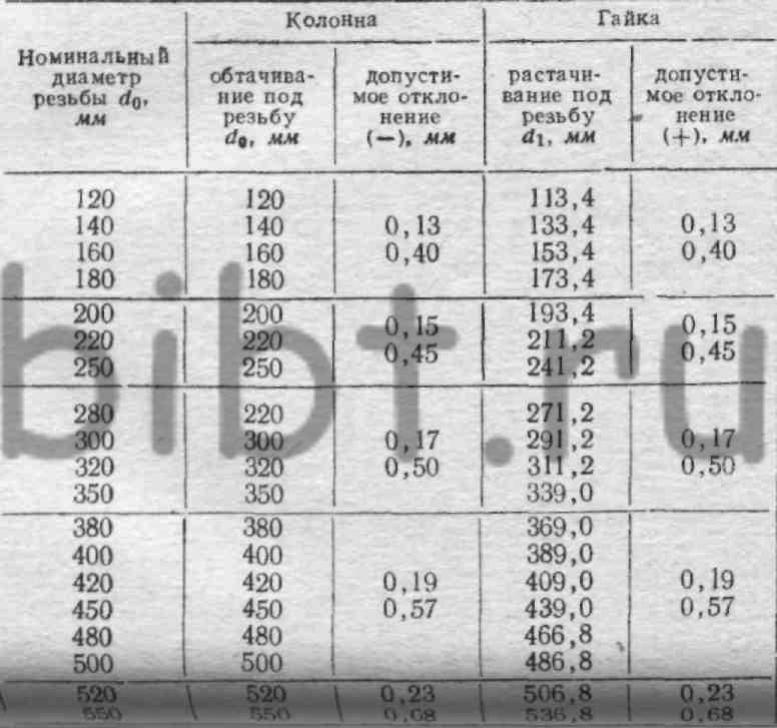
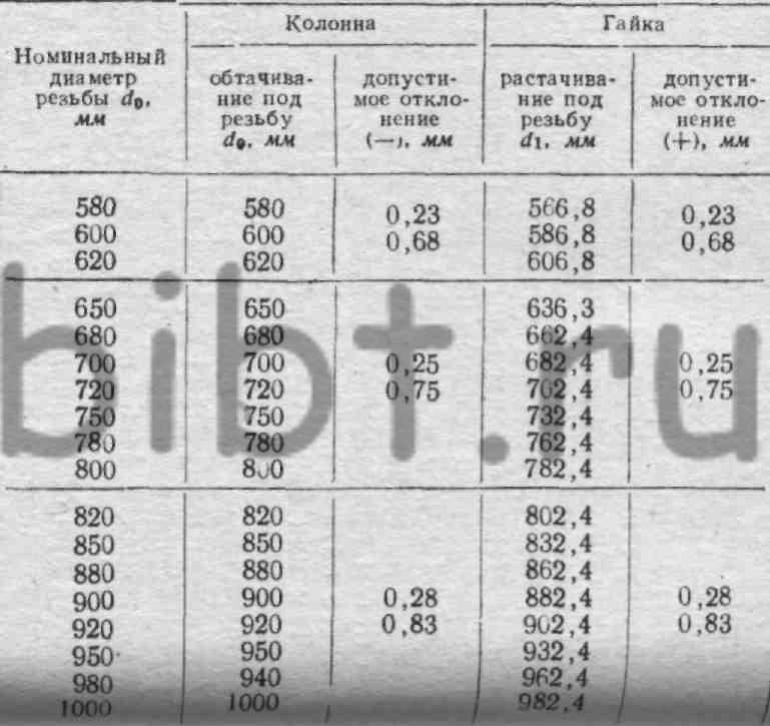
Токарная обработка гаек до размера Уп320 производится за две операции. При этом в первой операции производится обтачивание наружного диаметра и одного торца по размеру чертежа и обтачивание внутреннего диаметра и второго торца с припуском 3—6 мм на сторону. Во второй токарной операции окончательно обрабатывается привалочный торец, растачивается отверстие и нарезается упорная резьба. Растачивание под Резьбу производится по исполнительным размерам и допускам Указанным в табл. 55.
Таблица 55 Обтачивание и растачивание под резьбу упорную (мелкую) для колонн и гаек прессов

Нарезание резьбы выполняется профильным твердосплавным резцом или резцом из быстрорежущей стали по шаблону на профиль с проверкой шаговым шаблоном. После токарной обработки по разметке фрезеруют карманы под соединительные болты и сверлят все отверстия. Разрезание гаек на две половины делается либо на пиле, либо на фрезерном станке. Чтобы не спутать обработанные гайки в процессе сборки и монтажа, их попарно маркируют.
Гайки с резьбой Уп320 и выше обрабатываются по несколько иной технологии. Существо этой технологии сводится к тому, что у гаек больших размеров в процессе обработки предусматривается промежуточное искусственное старение для снятия напряжений. При этом первая токарная операция делается так же, как и у гаек с резьбой до Уп320, т. е. наружный диаметр и один из торцов обрабатывают в размер, а отверстие и второй торец с припуском 5—7 мм на сторону. После фрезерования карманов и сверления отверстий под соединительные болты гайки разрезают и подвергают старению.
Далее на верность для устранения коробления фрезеруют плоскости разъема и половины гаек собирают на болты с установкой в разъем прокладок толщиной 4 мм. Дальнейшая обработка производится в той же последовательности, что и для гаек с резьбой до Уп320.
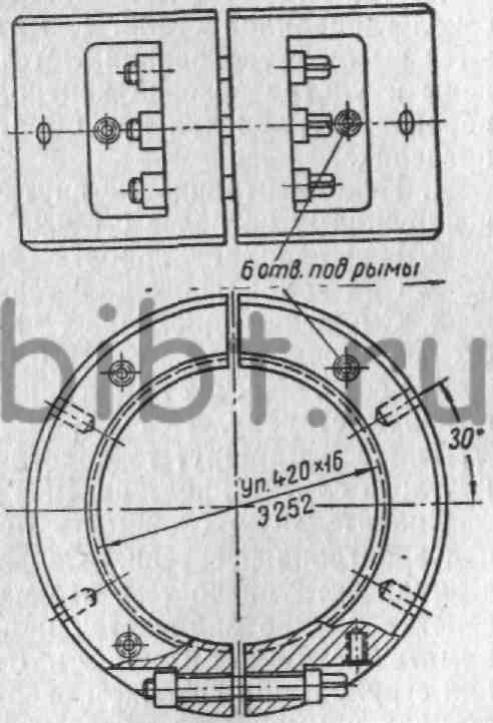
Фиг. 135. Гайка для колонны размером до 500 мм.