
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. СБОРКА УЗЛОВ С ПОСТУПАТЕЛЬНО ДВИЖУЩИМИСЯ ДЕТАЛЯМИ.
Поступательно движущиеся детали, перемещаясь, скользят по поверхности других деталей. Поверхности, по которым скользят подвижные части, называют направляющими.
В зависимости от назначения направляющие могут иметь различную форму. Наиболее распространенные формы направляющих: плоская (или прямоугольного профиля), призматического профиля, в виде ласточкина хвоста (или трапецеидального профиля), круглая.
Станины металлорежущих станков, молотов и паровых машин обычно имеют плоские, призматические или V-образные направляющие. Направляющие в виде ласточкина хвоста применяют на суппортах и столах металлорежущих станков, ползунах и т. д.
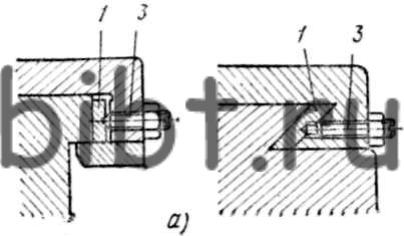

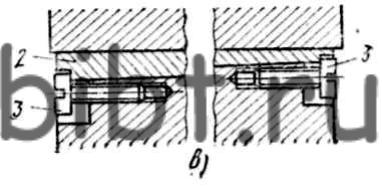
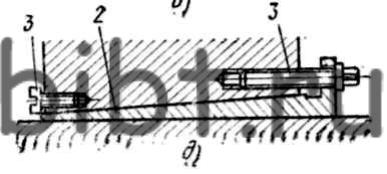
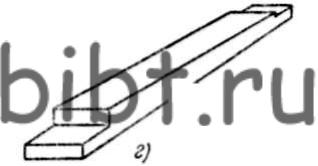
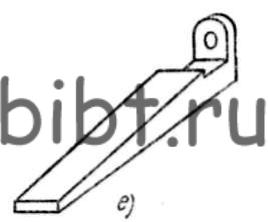
Рис. 102. Регулирующие устройства (компенсаторы)
Пригонка направляющих с сопрягаемыми деталями - трудоемкая операция и требует высокой точности. Чтобы облегчить регулирование трущихся поверхностей, применяют специальные устройства - компенсаторы.
Компенсаторы бывают прямоугольные, косоугольные (рис. 102, б) и клиновые с уклоном от 1:40 (рис. 102, г, е) до 1 : 100. Планки 1 для регулирования зазора (рис. 102, а) и клинья 2 (рис. 102, в, д) перемещаются в продольном направлении и удерживаются на установленном месте винтами 3. Регулирующую планку или клин, как правило, нужно ставить с ненагруженной стороны подвижной детали.
Сборка узлов с поступательно движущимися деталями в основном сводится к отделке направляющих и пригонке по ним поступательно движущихся деталей.
В машиностроении применяют следующие способы отделки поверхностей поступательно движущихся деталей: шабрением, чистовым строганием широкими резцами и наведением «мороза», шлифованием, притиркой.
Шабрение направляющих - очень трудоемкая операция, поэтому там, где позволяют условия, следует заменять его шлифованием.